沈阳中捷数控机床有限公司文献

 数控机床改造与服务专家——北京凯普精益机电技术有限公司
数控机床改造与服务专家——北京凯普精益机电技术有限公司
数控机床改造与服务专家——北京凯普精益机电技术有限公司
北京凯普精益机电技术有限公司是由中国航空综合技术研究所与若干独立投资人合资成立的股份制有限责任公司,主要经营数控机床翻新改造、数控机床安装调试与维修服务、国外机电产品代理销售等业务.目前凯普精益已通过ISO9001:2000质量管理体系认证,是国家A级资质数控装备维修与改造企业,也是北京市高新技术企业.
 数控机床论文
数控机床论文
数控机床论文
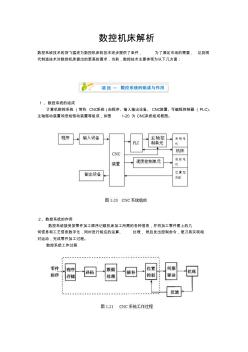
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系