碳钢管件文献

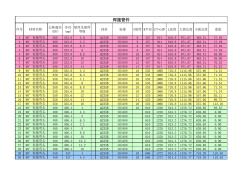 碳钢管件理论表(精品)
碳钢管件理论表(精品)
碳钢管件理论表(精品)
碳钢管件理论表(精品)
 碳钢管件制造技术方案
碳钢管件制造技术方案
碳钢管件制造技术方案
江苏兴洋管业股份有限公司 版次 :A 版 文件编号 :XYQ11011001 Page 1 of 7 FOR 恒力石化(大连)有限公司 管道材料采购 管件制造技术方案 (碳钢管件) 买方:恒力石化(大连)有限公司 卖方:江苏兴洋管业股份有限公司 2011 年 1 月 江苏兴洋管业股份有限公司 版次 :A 版 文件编号 :XYQ11011001 Page 2 of 7 1、总则 1.1、概述: 本技术方案规定了恒力石化(大连)有限公司管道材料 采购 WPB、A105 管件的制造、检验及制作技术要求。 1.2、计量单位和文字: 本技术方案和有关文件所采用的计量单位为中华人民共和国法定计量单位 或国际通用计量单位,采用的文字为中文。 1.3、适用范围 本技术方案适用于 WPB、A105 管件的制造、检验和验收。 2、供货范围 详见招标文件 ——管件清单。 3、制造、检验依据的标准、规范