涂布纸和纸板涂布箱纸板文献

 浅述灰底涂布白纸板机抄造白底涂布白纸板和扑克牌纸的技术改造
浅述灰底涂布白纸板机抄造白底涂布白纸板和扑克牌纸的技术改造
浅述灰底涂布白纸板机抄造白底涂布白纸板和扑克牌纸的技术改造
本文介绍了对原生产灰底涂布白板机进行技术改造,成功地抄造出白底涂布纸板及灰芯扑克牌纸。
选择特殊符号
选择搜索类型
请输入搜索
版权页:
插图:
1范围
GB/T 10335的本部分规定了涂布箱纸板的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本部分适用于面层以漂白木浆为主、底层以未漂白硫酸盐木浆为主,经单面涂布而制成的涂布箱纸板。该产品主要用于瓦楞纸板、硬质纤维板或“纸板盒”等产品的表层材料。
2规范性引用文件
下列文件中的条款通过GB/T 10335的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T 450 纸和纸板 试样的采取及试样纵横向、正反面的测定(GB/T 450—2008,ISO 186:2002,MOD)
GB/T 451.1 纸和纸板尺寸及偏斜度的测定
GB/T 451.2 纸和纸板定量的测定(GB/T 451.2—2002,eqv ISO 536:1995)
GB/T 451.3 纸和纸板厚度的测定(GB/T 451.3—2002,idt ISO 534:1988)
GB/T 456 纸和纸板平滑度的测定(别克法)(GB/T 456—2002,idt ISO 5627:1995)
GB/T 457 纸和纸板 耐折度的测定(GB/T 457—2008,ISO 5626:1993,MOD)
GB/T 462 纸、纸板和纸浆 分析试样水分的测定(GB/T 462—2008,ISO 287:1985,ISO 638:1978,MOD)
GB/T 1539 纸板 耐破度的测定(GB/T 1539—2007,ISO 2759:2001,IDT)
GB/T 1540 纸和纸板吸水性的测定 可勃法(GB/T 1540—2002,neq ISO 535:1991)。
《涂布纸和纸板 涂布箱纸板(GB/T 10335.5-2008)》为GB/T 10335的第5部分,GB/T 10335,分为5个部分,其他部分是:GB/T 10335.1—2005《涂布纸和纸板 涂布美术印刷纸(铜版纸)》;GB/T 10335.2—2005《涂布纸和纸板 轻量涂布纸》;GB/T 10335.3—2004《涂布纸和纸板 涂布白卡纸》;GB/T 10335.4—2004《涂布纸和纸板 涂布白板纸》。2100433B
《涂布纸和纸板 涂布箱纸板(GB/T 10335.5-2008)》为GB/T 10335的第5部分,GB/T 10335,分为5个部分,其他部分是:GB/T 10335.1—2005《涂布纸和纸板 涂布美术印刷纸(铜版纸)》;GB/T 10335.2—2005《涂布纸和纸板 轻量涂布纸》;GB/T 10335.3—2004《涂布纸和纸板 涂布白卡纸》;GB/T 10335.4—2004《涂布纸和纸板 涂布白板纸》。
GB/T 10335.2-2005 涂布纸和纸板 轻量涂布纸 ¥11.60 GB/T 10335.5-2...
永康就很多,义乌不知道
1.广东,东莞,深圳,中山,佛山到处都有呢,现在我就在东莞瓦楞纸板厂工作,我在这家瓦楞纸板厂是鹏程纸板厂。 2.郑州正业包装有限公司拥有全新的蜂窝纸板和纸护角生产线,他们的总公司在南方,质量很好。
浅述灰底涂布白纸板机抄造白底涂布白纸板和扑克牌纸的技术改造
浅述灰底涂布白纸板机抄造白底涂布白纸板和扑克牌纸的技术改造
本文介绍了对原生产灰底涂布白板机进行技术改造,成功地抄造出白底涂布纸板及灰芯扑克牌纸。
《涂布纸和纸板涂布白卡纸(GB/T 10335.3-2004)》由中国标准出版社出版。2100433B
纸张涂布的方法可分为机上涂布与机后涂布两种,各有其优缺点,概略如下:
所谓机上涂布是将抄纸机与涂布机连结在一起,即涂布机(coater) ,是抄纸机(paper machine)上的一个部分单元,由于涂布机的涂布速度须与抄纸机的车速相同,适合生产单一种类而需求量大的涂布纸。机上涂布的优缺点如下:
优点:
涂布机与抄纸机连结在一起,故无卷筒操作时之纸头纸尾的损纸发生。
不需专用的空间来储放待用的原纸卷。
机器占用的空间较小。
不需卷筒、搬运即装卸铁芯,故可减少人工之需要。
不需专用的干燥设备与原纸架及裁切机,因此装贵成本较低。
作业单纯,适宜种类少、数量大之涂布纸大量生产。
可提早辨认原纸品质的问题。
缺点:
l.变化弹性小,不适于生产品种多、数量少之涂布纸。
2.若涂布机或抄纸机发生故障时,会造成另一机器的停车。
机后涂布则是将抄纸机与涂布机完全分开,各自独立放置于不同的地点,将抄纸机所抄的原纸卷筒后送至涂布机的原纸架上,需经后段加工时,再由涂布机施以涂布的工作。其优缺点归纳如下:
优点:
涂布机与抄纸机各自独立,因此一台涂布机可以涂布好几台抄纸机所抄制的各种纸张。
变化弹性大,适于生产各种等级的涂布产品。
涂布机的车速一般较抄纸机快,因此调度很容易,加工生产量也较大。
适合生产成品种类多、数量少之涂布纸张。
提供优良的涂布品质。
涂布机与抄纸机分开,故两者之一遇有故障时,不会相互影响造成机器皆需停车之困扰。
缺点:
原纸在卷筒操作时必会有纸头纸尾的损纸产生,损纸率较大。
原纸卷筒及存放,需较高的人工费用和厂房空间。
涂布机需配岂原纸架、裁纸机、涂料干燥等设备,所以机器所占空间较大,且所需设备费用较贵。
由上述可知,机上涂布法有其成本较低的优势,而欲改善机上涂布加工纸之品质可从多方面着手,如改良涂布机、干燥方式与压光设备等硬件方面,或提高固形份和减少接着剂用量等涂布配方;本此实验乃希望利用塑料颜料来改善涂布纸张之不透明度、光泽度、印刷光泽度等印刷适性,同时添加辅助接着剂以改良涂料之保水度、高剪力黏度等操作性。
在过去,由于受限于涂布机之设备与抄纸机之车速,机上涂布通常只能生产涂布量较低的涂布纸,如LWC等,或是作为需经后段加工之预涂纸。而在新一代涂布机的改良后,一种名为HSM之涂布机已能提高涂布量,相信在经过不久的努力后,机上涂布加工纸也能达到类似铜版纸之效果。
文章出处:“涂布在线资讯”公众号
微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。这种新的涂布方式结构简单,工艺重复性好并且可靠。
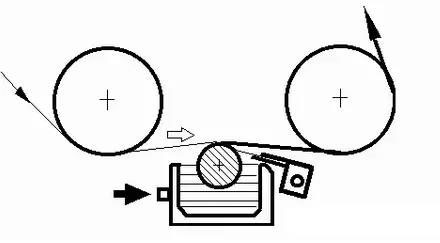
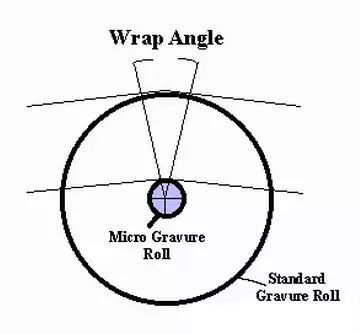
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
什么是微凹辊?
接触式
为什么要选择接触式的呢?
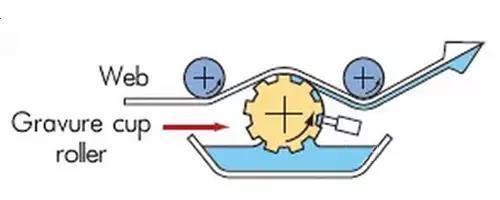
传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
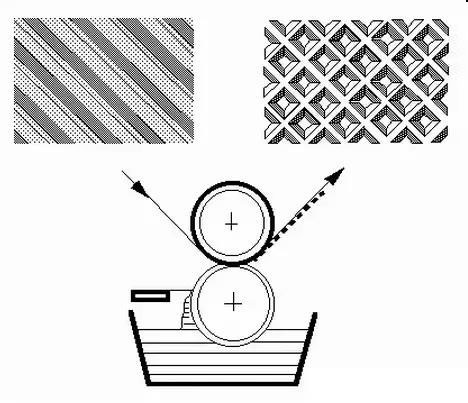
而微凹辊采用接触式,可以避免以上的问题。另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
反转式
反转有什么优势?
所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
据涂布在线了解,如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
微凹辊 vs 其他涂布方式
那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到 250 毫米。而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
据涂布在线了解,辊的直径越小,那意味着基材与辊的接触线就越小,当这个接触线越小的时候,出现涂布缺陷的可能就会越小。
如同传统的网纹辊涂布一样,微凹辊的涂布工艺中,辊筒浸润在涂布胶盘中,通过转动把溶液带起,然后通过刮刀把多余的溶液刮除,剩余的溶液填充在微凹辊的孔穴中,孔穴中的积液以一定的比率转移到涂布基材上。
网纹辊涂布结构
辊筒网纹设计

如果想得到整个幅面均匀的涂布厚度,就需要保证辊筒的带胶在整个幅面上也是均匀并且精确的。
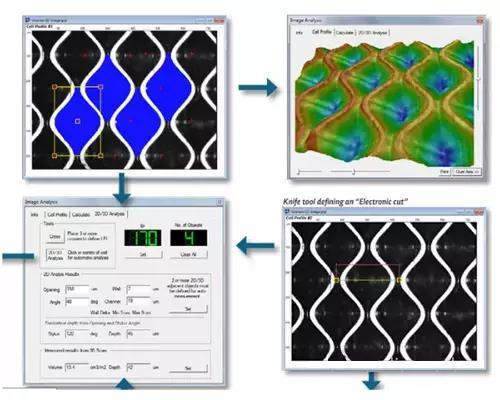
所以整个过程中,辊筒的孔穴容积率和刮刀的设置是决定涂布量的关键因素。一个好的微凹辊供应商会精确地检测制造的微凹辊的孔穴质量和计算孔穴的容积率,并且提供详细的检测报告。
容积率计算
孔穴质量检测
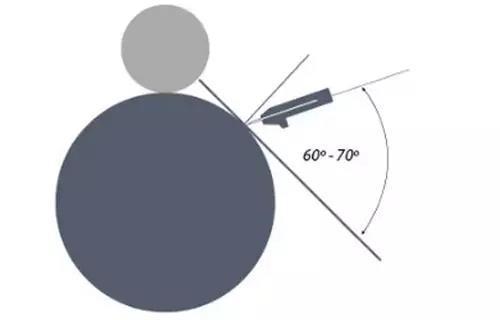
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。
相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。刮刀压在微凹辊上压力应该尽量轻。
刮刀与微凹辊的接触角度与传统网纹辊比,应该更陡。
据涂布在线了解,传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。
因为如果微凹辊与刮刀的角度处于非切线的位置时,你会发现刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
传统网纹辊刮刀接触角度
不同的刮刀选择

微凹辊涂布量的微调整方法
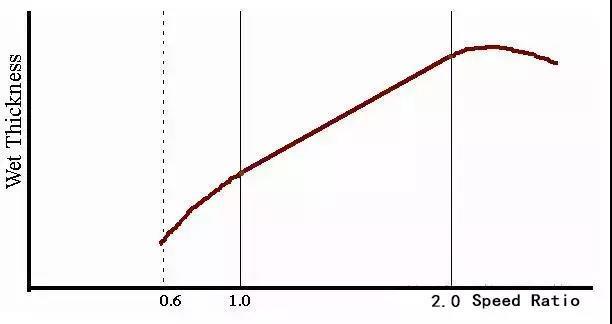
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。
据涂布在线了解,随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加,其实这点很容易想象。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,也就是你花钱买了个辊,上面的孔穴定了,然后告诉你你只能涂这个涂布量,那这种涂布方式也太没有亲和力了,性价比极具下降,有没有?
但是这个时候你可以调转速比,从另外一个角度又给涂布量的变化提供了一种可能,突然之间,幸福感又满满了!
通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。