陶瓷材料的力学性能文献

 陶瓷材料力学性能测试技术
陶瓷材料力学性能测试技术
陶瓷材料力学性能测试技术
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com
 陶瓷力学性能
陶瓷力学性能
陶瓷力学性能
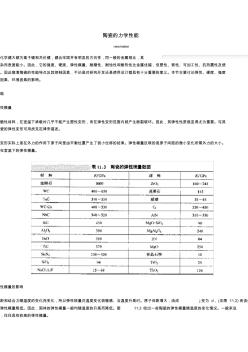
陶瓷的力学性能 newmaker 化学健大都为离子键和共价健,健合牢固并有明显的方向性,同一般的金属相比,其 杂而表面能小。因此,它的强度、硬度、弹性模量、耐磨性、耐蚀性和耐热性比金属优越,但塑性、韧性、可加工性、抗热震性及使 。因此搞清陶瓷的性能特点及其控制因素,不论是对研究开发还是使用设计都具有十分重要的意义。本节主要讨论弹性、硬度、强度 因素、环境因素的影响。 能 性模量 脆性材料,在室温下承载时几乎不能产生塑性变形,而在弹性变形范围内就产生断裂破坏。因此,其弹性性质就显得尤为重要。与其 瓷的弹性变形可用虎克定律来描述。 变形实际上是在外力的作用下原子间里由平衡位置产生了很小位移的结果。弹性模量反映的是原子间距的微小变化所需外力的大小。 在室温下的弹性模量。 性模量的影响 距和结合力随温度的变化而变化,所以弹性核量对温度变化很敏感、当温度升高时。原子间距增大,由成 j变为 d, (见
