图解机电工人技术入门丛书·图解钳工入门文献

 图解PLC编程入门
图解PLC编程入门
图解PLC编程入门
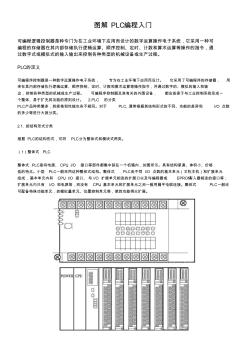
图解 PLC编程入门 可编程逻辑控制器是种专门为在工业环境下应用而设计的数字运算操作电子系统,它采用一种可 编程的存储器在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通 过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。 PLC的定义 可编程序控制器是一种数字运算操作电子系统, 专为在工业环境下应用而设计。 它采用了可编程序的存储器, 用 来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作指令,并通过数字的、模拟的输入和输 出,控制各种类型的机械或生产过程。 可编程序控制器及其有关的外围设备, 都应按易于与工业控制系统形成一 个整体、易于扩充其功能的原则设计。 2.PLC 的分类 PLC产品种类繁多,其规格和性能也各不相同。对于 PLC,通常根据其结构形式的不同、功能的差异和 I/O 点数 的多少等进行大致分类。 2.1. 按结构形式分类
 电工基础知识入门-电工入门基础知识
电工基础知识入门-电工入门基础知识
电工基础知识入门-电工入门基础知识
电工基础知识入门-电工入门基础知识