铜线冷焊机
- 铜线冷焊机,业内又称之为电线冷焊机,冷压焊机等,是靠压力来焊接铜铝线的冷压焊接设备。
-

选择特殊符号
选择搜索类型
请输入搜索
根据用途和形状可分为手钳式铜线冷焊机和台式铜铝线冷焊机、长柄型冷焊机、液压气动型冷焊机。
1型冷焊钳可焊接的铜线:ф0.08-ф0.50mm ;铝线:ф0.08-ф0.60mm。
2型冷焊钳可焊接的铜线:ф0.25-ф0.80mm ;铝线:ф0.30-ф1.00mm 。
长柄型冷压焊机可焊接的铜线:ф0.30-ф1.60mm; 铝线:ф0.30-ф1.80mm。
台式2型可焊接的铜线:ф0.25-ф1.60mm 铝线:ф0.30-ф1.80mm。
台式3型可焊接的铜线:ф0.80-ф4.50mm 铝线:ф0.90-ф6.00mm。
适用于铜、铝等有色金属线材的冷压焊接。有SZ4S/Z、SZ5B/S、SZ107/158/705/2515八种规格的液动冷焊机,可夹铜铝电线范围从ф1.00到ф25.00mm。此种铜铝线冷焊机常用于7MM、8MM、10MM、15MM铜铝线棒的焊接。
铜线冷焊机是一种不需要任何助剂和电能源,它是使金属线材通过专用的模具,在一定的挤压下,把其中纯金属晶格相互掺压结合,实现分子原子结构的连接原理,从而焊接各种稀贵合金丝的冷焊设备。
本文参考于:
根据用途和形状可分为手钳式铜线冷焊机和台式铜铝线冷焊机、长柄型冷焊机、液压气动型冷焊机。
1型冷焊钳可焊接的铜线:ф0.08-ф0.50mm ;铝线:ф0.08-ф0.60mm。
2型冷焊钳可焊接的铜线:ф0.25-ф0.80mm ;铝线:ф0.30-ф1.00mm 。
长柄型冷压焊机可焊接的铜线:ф0.30-ф1.60mm; 铝线:ф0.30-ф1.80mm。
台式2型可焊接的铜线:ф0.25-ф1.60mm 铝线:ф0.30-ф1.80mm。
台式3型可焊接的铜线:ф0.80-ф4.50mm 铝线:ф0.90-ф6.00mm。
适用于铜、铝等有色金属线材的冷压焊接。有SZ4S/Z、SZ5B/S、SZ107/158/705/2515八种规格的液动冷焊机,可夹铜铝电线范围从ф1.00到ф25.00mm。此种铜铝线冷焊机常用于7MM、8MM、10MM、15MM铜铝线棒的焊接。
简单的说就是焊完不热 可用手摸 在工件不加热或不保温的情况下也可以称作冷焊。冷焊机可对金属工件出现磨损、划伤、气孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能。
多功能冷焊机原理是利用充电电容,以10-3~10–1秒的周期,10-6~10–5秒的超短时间放电。电极材料与工件接触部位瞬间会被加热到8000°C~10000°C,等离子化状态的熔融金属以冶金的方式过...
冷焊机是通过微电瞬间放电产生的高热能将专用焊丝熔覆到工件的破损部位,与原有基材牢固熔接的焊接设备。冷焊后只需经过很少打磨抛光的后期处理。多功能冷焊机原理是利用充电电容,以10-3~10–1秒的周期,1...
根据要焊接的线规定制相匹配的冷焊模具。
冷焊模具的使用注意事项:
冷焊模操作不当则直接影响接头强度、接头电阻、接头质量,以及冷焊模具的使用寿命等,下面主要介绍冷焊模的正确安装与调整:
1、松开滚花螺钉,把盖板向前后方向拉开,将操作手柄旋转900°向上推,使机器装模具的型腔打开到最大状态,然后把模具往左右方向适当拉开,让过V型块中间的推开,放入型腔内,轻压手柄,使模具的斜面与V型块斜面贴住,再将手柄略松一点,使模具下的凹槽自由地落入V型块底板的凸筋上,此时可边抖动手柄边用手将模具往下按,或用木柄轻轻地将模具敲入,使模具的上平面与V型块的上平面基本一致,盖好盖板,拧好螺钉,不允许在模具的凹槽与V 型块的凸筋相互还未到位时,强行用力安装模具。
2、模具装入机器人后,松开调节环上的内六角螺钉,转动调节环调整模具中缝间距,使其约等于线径的1/4~1/3左右,然后拧紧螺钉,固定好调节环。
3、每副模具请按图示按编号安装,不得与其他模具混装,否则会损坏模具,影响使用寿命。
4、模具使用一个阶段后,需对模具进行清理,使用钢针剔除轧线孔内的铝屑等杂物,线孔内不要加润滑油,销孔请注入适量润滑油。
铝线冷焊机及其模具的工作表面可能会积聚金属碎屑,必须定期清除。如有压缩空气,可用压缩空气把碎屑吹掉。如果要彻底的清除碎屑,可将模具从焊机中取出,把模具的四块模块拆开,用放大镜仔细每块模块,确保所有模块表面的微量碎屑都被清除。拆模时必须小心,尤其小弹簧容易丢失。模具的表面不干净将会导致接线时线容易在模具中打滑,以至于焊接失败。注意维修后的模具工作表面决不允许有任何油脂。
铜线冷焊机是一种不需用电和熔焊剂的焊接设备。它主要用于有色金属线材及其型材之间的连接,除了铝和铜外,镍、金、银和铂等金属均可焊接。
铝线冷焊机及其模具的工作表面可能会积聚金属碎屑,必须定期清除。如有压缩空气,可用压缩空气把碎屑吹掉。如果要彻底的清除碎屑,可将模具从焊机中取出,把模具的四块模块拆开,用放大镜仔细每块模块,确保所有模块表面的微量碎屑都被清除。拆模时必须小心,尤其小弹簧容易丢失。模具的表面不干净将会导致接线时线容易在模具中打滑,以至于焊接失败。注意维修后的模具工作表面决不允许有任何油脂。

 1关于电阻对焊机、冷焊机在电线电缆导体连接中的应用
1关于电阻对焊机、冷焊机在电线电缆导体连接中的应用
1关于电阻对焊机、冷焊机在电线电缆导体连接中的应用
1概述 电线电缆导体连接是制作安装各种型式电缆的重要组成部分,它对线路长期安全运行十分重要,实践证明。凡是连接器材模具设计良好.施工工艺及操作合理的导体连接.其接头都能达到电阻小而稳定。有足够的机械抗拉强度.能经受一定次数的短路冲击.并具有耐振动,耐腐蚀等特性,导体接头只要具有这些性能,都可以与完整的导体在线路中等效使用,故正确设计、合理选择导体连接器材,模具及其安装工艺非常重要.根据电力电缆的结构材料和使用条件不同,导体连接也有多种形式,但大体上可分为机械压力连接和加热连接两大类。
 铜线焊接
铜线焊接
铜线焊接
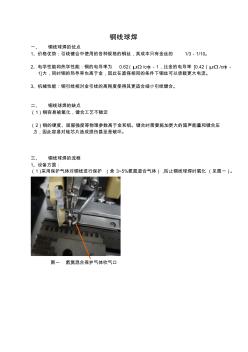
铜线球焊 一、 铜线球焊的优点 1、价格优势:引线键合中使用的各种规格的铜丝,其成本只有金丝的 1/3-1/10。 2、电学性能和热学性能:铜的电导率为 0.62(μΩ /cm)-1,比金的电导率 [0.42(μΩ /cm)- 1]大,同时铜的热导率也高于金,因此在直径相同的条件下铜丝可以承载更大电流。 3、机械性能:铜引线相对金引线的高刚度使得其更适合细小引线键合。 二、 铜线球焊的缺点 (1)铜容易被氧化,键合工艺不稳定 (2)铜的硬度、屈服强度等物理参数高于金和铝。键合时需要施加更大的超声能量和键合压 力,因此容易对硅芯片造成损伤甚至是破坏。 三、 铜线球焊的流程 1、设备方面: (1)采用保护气体对铜线进行保护 (含 3~5%氢氮混合气体),防止铜线球焊时氧化 (见图一)。 图一 氢氮混合保护气体吹气口 (2)打开氢氮混合气,流量控制在 7-8 L/min(见图二)。 氢氮保护气体