碳素钢与低合金钢的焊接
《碳素钢与低合金钢的焊接》是2013年1月辽宁科学技术出版社出版的图书,作者是杨海明、徐鸿。
-

选择特殊符号
选择搜索类型
请输入搜索
《碳素钢与低合金钢的焊接》是2013年1月辽宁科学技术出版社出版的图书,作者是杨海明、徐鸿。
本书为《焊接施工工艺与操作系列丛书》的一册。本书介绍了各类碳素钢与合金钢的种类、牌号、用途、焊接性、焊接材料、焊接方法和相应工艺、操作要领,针对各类碳素钢与合金钢的焊接缺陷防止措施,实际工程的应用等。力求做到通俗、易读、紧贴实际应用。
| 书名: | 碳素钢与低合金钢的焊接 | ||
| 丛 书 名: | |||
| 著 作 者: | 杨海明 徐鸿 | 译者: | |
| 出版时间: | 2013年1月 | 版次: | 1版1次 |
| ISBN: | 978-7-5381-7763-3 | 定价: | 19.80元 |
二者都是结构钢 碳素结构钢一般都轧制成钢板或型材使用,一般不经热处理强化 其屈服强度较低分为Q197 Q215Q235Q255 Q275五类 而低合金高强钢均在热轧或正火状态下使用,强度较高 有Q29...
普通低合金钢相对同类碳素钢具有以下优点:1:强度高,塑性韧性好。由于合金元素作用,其强度相对普通碳素钢高25%--50%,延伸率为15%--23%,室温下冲击韧性高于60J/cm^2.2:焊接...
碳素钢和合金钢的区别:1、碳素钢是钢中的主要合金添加剂是碳。 合金钢是钢和其它金属或材料中除碳以提高性能。2、碳素钢是根据钢中的碳含量的量进行分类。 这四个主要类别为低碳钢和低碳钢,中碳钢,高碳钢,以...

 碳素钢、低合金钢中碳成份的检测研究
碳素钢、低合金钢中碳成份的检测研究
碳素钢、低合金钢中碳成份的检测研究
依据GB/T20123—2006和红外碳硫仪的使用说明,系统讨论了吹氧时间、分析时间、称样量、助熔剂、标准样品的选择以及空白值的控制;通过方法正确度与精密度的实验,证明采用HCS-140红外碳硫仪测定钢中碳含量(0.005%~1.0%)的分析方法准确可靠,速度快,可满足日常材料及产品检验的要求。
碳素钢、低合金钢中碳成份的检测研究
碳素钢、低合金钢中碳成份的检测研究
依据GB/T20123—2006和红外碳硫仪的使用说明,系统讨论了吹氧时间、分析时间、称样量、助熔剂、标准样品的选择以及空白值的控制;通过方法正确度与精密度的实验,证明采用HCS-140红外碳硫仪测定钢中碳含量(0.005%~1.0%)的分析方法准确可靠,速度快,可满足日常材料及产品检验的要求。
第1章 概述
1.1 钢的分类及用途
1.2 钢中的合金元素杂质
1.3 钢的强化与韧化
第2章 低合金钢分类、性能及发展
2.1 低合金钢的分类
2.2 低合金钢的基本性能
2.3 低合金钢的焊接性特点
2.4 提高低合金钢性能的途径
2.5 低合金高强钢的发展及应用
第3章 普通低合金钢的焊接
3.1 普通低合金钢的分类及性能
3.2 普通低合金钢的焊接性特点
3.3 热轧及正火钢焊工艺
第4章 低碳调质钢的焊接
4.1 低碳调质钢的种类、成分及性能
4.2 低碳调质钢的焊接特点
4.3 低碳调质钢焊接工艺
4.4 低碳调质钢焊接接头的力学性能
第5章 中碳调质钢的焊接
5.1 中碳调质钢的成分、性能及合成金系统
5.2 中碳调质钢的焊接性
5.3 中碳调质钢的焊接工艺
第6章 珠光体耐热钢的焊接
6.1 珠光体耐热钢的种类及性能
6.2 珠光体耐热钢的焊接性
6.3 珠光体耐热钢焊接工艺
6.4 典型珠光体耐热的焊接
第7章 低温钢的焊接
第8章 低合金耐蚀钢的焊接
第9章 异种低合金钢的焊接
第10章 低合金钢的焊接性试验
第11章 低合金高强钢的工程应用
第12章 低合金特殊用钢的工程应用
参考文献2100433B
目前100000+人已关注加入我们

高压碳钢低合金钢管焊接工艺
1、 适用范围
1.1 、本标准介绍了合成氨、尿素、甲醇、石油高压加氢等装置的高压碳钢、低合金钢管的焊接工艺,其公称压力为10~32Mpa,工作温度为-40~400℃。
1.2 、 接头的坡口加工、组对、焊接工艺及焊接检验的基本要求应符合本标准的规定。其它技术要求应符合GB50236—98的规定。
2、引用标准
GB50235—95 工业管道工程施工及验收规范
GB50236—98 现场设备、工业管道焊接工程施工验收规范
3、一般规定
3.1 、 凡参加高压管道焊接的焊工应持有中低压管道相应材料、相应项位的合格证,并按《锅炉压力容器焊工考试规则》的规定,进行高压管道焊工考试,只能从事合格项位的焊接。5G合格可以免考1G。
3.2 、 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接,并真实填写焊接记录表。
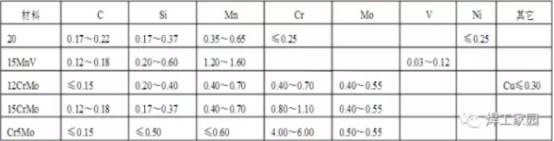
3.3 、 材料的化学成份见表3.2。
高压管道材料的化学成份% 表3.2
4、焊前准备
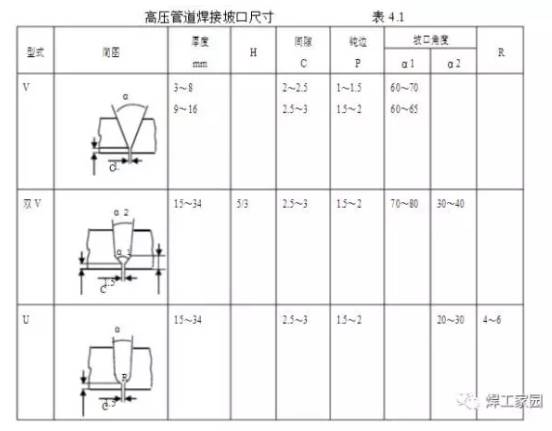
4.1坡口加工应采用机械方法,采用热切割下料时,应消除切割表面的氧化层或淬硬层。坡口尺寸见表4.1。
4.2、高压管道焊接材料选用见表4.2,并应具有质量合格证。

4.3、焊条使用前应按规定烘干,酸性焊条在150~200℃恒温1-2h,碱性焊条在350~400℃恒温1.5~2h。
4.4、高压管道焊接允许最低环境温度及预热要求见表4.4。

4.5、接头组对时,其错口应符合下列要求:
壁厚≤15mm 错口≤0.5mm 壁厚>15mm 错口≤1mm
接头组对后,两管的轴线应在一直线上,偏斜错差不得超过1/1000。
4.6、为了便于装配,封闭段焊口可以酌加永久性与母材同材质的衬垫,其规格为3×40mm,装配见图4.6。

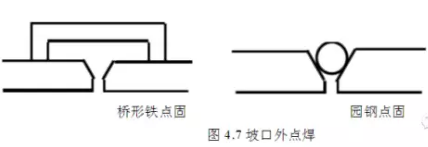
4.7、尽量采用坡口外点固焊如图4.7所示,如采用根部坡口内点固焊,点焊缝是正式焊缝的一部分,必须与正式焊接相同,点焊缝两端打成缓坡形,以利接头。
4.8、管子焊接前应将坡口及其附近20mm表面上的脏物、油迹、水份和锈斑等清除干净。
5、焊接工艺
5.1、高压管道宜用下列方法焊接
a)小管宜用钨极氩弧焊,若受条件限制,亦可采用氧乙炔焰焊接,壁厚不应>6mm;
b)大管宜用手工电弧焊,为了保证根层质量,可用酸性焊条打底,用碱性焊条填充盖面;
c)推荐采用氩弧焊打底,手工电弧性填充盖面的组合焊法,可以充分发挥两种焊法的优势,既能保证质量,又能保证速度;
d)高压管道焊接,宜用转动平焊。
5.2、氧乙炔焰应用中性焰,中号焊炬。焊后进行正火处理,以消除过热组织。
5.3、氩弧焊应采用含2%氧化钍或铈钨极,钨极端部呈圆锥形尖端呈球形,圆锥高度为3—4倍钨径,直流正极性联接,采用左向焊法,工艺参数见表5.3。

焊接第一填充层时,管内仍应充氩。
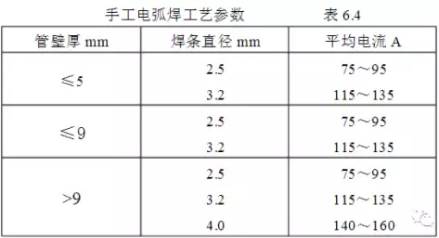
5.4、手工电弧焊除向上立焊外,都采用右向焊法,工艺参数见表6.4。
5.5、采用氩弧焊打底手弧焊填充盖面的组合焊是最科学的焊接方法。焊填充层时若烧穿根层,则焊件报废,应从头开始。
5.6、推荐采用多层多道焊工艺。摆动幅度不能大于焊材直径的4倍,焊层的厚度以2~4mm为宜,一般不大于焊材直径(根层除外)。接头应互相错开。
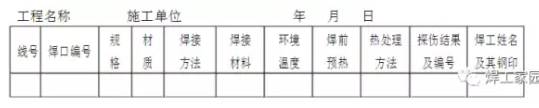
5.7、焊缝焊完后,焊工应打上自己的钢印,并及时填写“高压管道焊接记录”(见表5.7)。
高压管道焊接工作记录表5.7
5.8、高压管道焊后热处理见表5.8。
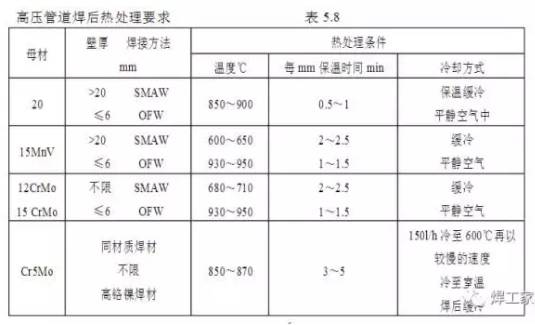
注:气焊件焊后冷至300℃以下再热处理。
6、焊接检验
6.1、焊缝外观应满足以下要求:
a)成形良好,无裂纹、气孔、夹渣和未熔合,转动焊不允许咬边,固定焊允许局部咬边,深度不大于0.3mm,累计长度不大于20%;
b)余高,当壁厚小于10mm时为1.5~2mm,当壁厚≥10mm时为2~2.5mm; c)宽度以每侧盖过坡口面1.5~2.5mm。
6.2、焊缝无损检测应满足下列要求:
a)组合焊打底后100%X射线探伤,Ⅱ级合格;
b)盖面后,转动焊20%,固定口100%X射线探伤,Ⅱ级合格; c)有条件的可以超声波探伤代替最终的X探伤,超声波为Ⅰ级合格。
6.3、同一部位的返修次数不得多于2次。

本书介绍了改善各种焊接结构用低合金钢的焊接性及研究其冶金学现象50余年的发展历程,在写作上力图用目前公认的学术理论来分析、介绍过去的学术观点和最近的科研成果,以期对未来钢铁技术的发展会有所帮助。本书可供焊接领域的科研人员、研究生和相关人工程技术人员参考。为方便读者理解,对一些较难理解的术语给出了大量的注释。
本书重点介绍了船舶、压力容器、桥梁、海洋工程结构、输油电气管线、建筑结构等典型焊接结构用低合金钢的焊接性能和焊接冶金学。
书中以从早期的焊接技术到当代的先进技术进行了介绍,由于篇幅限制,对某些著名文献也未能详细介绍。本书为科技书籍,除个别情况外,省略了开发新钢材、新技术的公司名称及商标。全书力图采用规范学术用语及单位,然而对不同时代的物理量单位也未能完全统一,近年来的研究成果全部采用SI单位制表示。