推丝式送丝文献

 铜丝、金丝、铝丝对照表
铜丝、金丝、铝丝对照表
铜丝、金丝、铝丝对照表
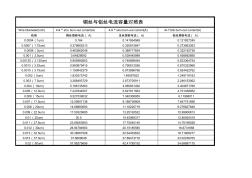
Wire Diameter(inch) 4-9′sCu burn-out current(A) 4-9′sAu burn-out current(A) Al-1%Si burn-out current(A) 线径 铜丝熔断电流( A) 金丝熔断电流( A) 铝丝熔断电流( A) 0.0004(1um) 0.164 0.141954569 0.121927245 0.0007(1.75um) 0.379665313 0.320815847 0.273863263 0.0008(2um) 0.463862048 0.389717654 0.332192738 0.001(2.5um) 0.64826692 0.539445989 0.458692895 0.00125(3.125um) 0.905980563 0.746699494 0.633364754 0.0013(3.25um) 0.9
 铜丝与钼丝慢走丝加工你选择了谁
铜丝与钼丝慢走丝加工你选择了谁
铜丝与钼丝慢走丝加工你选择了谁
铜丝与钼丝慢走丝加工却选择了谁? 铜丝与钼丝 慢走丝加工你选择了谁?线切割里面有慢走丝, 中走丝, 还有快走丝, 根据不同 机型,选择使用的耗材不同,而 慢走丝耗材 是如何选择的呢?以下坚诺士小编为你解答! 铜丝通常是由热轧铜棒不退火 (但尺寸较小的丝可能要求中间退火 )拉制而成的丝, 可用于织 网、电缆、铜刷过滤网等。 铜丝分为:黄铜类 紫铜类 磷铜类 铜丝 材 料:黄铜丝(含铜 65%,含锌 35%) 黄铜丝紫铜丝(纯铜含量 99.8%) 、磷铜丝(含铜 85%-90%,含锡 5%-15%) 慢走丝使用的是铜丝 钼是一种难溶稀有金属。 其表面呈灰色光泽, 粉末呈暗灰色, 熔点高。 由于原子间结合力极 强,所以在常温和高温下强度都很高。钼的膨胀系数小,导电率高,导热性能好,常温下不 与盐酸、氢氟酸及碱溶液反应,仅溶于硝酸、王水或浓硫酸之中,对大多数液态金属、非金 属溶渣和熔融玻璃亦相当稳