特种金属修补剂文献

 耐腐蚀金属修补剂
耐腐蚀金属修补剂
耐腐蚀金属修补剂
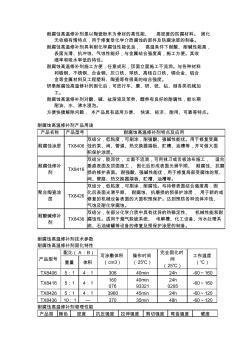
耐腐蚀高温修补剂是以陶瓷粉末为骨材的高性能、 高密度的防腐材料。 固化 无收缩有情特点,用于修复受化学介质腐蚀的部件及防腐涂层的制备。 耐腐蚀高温修补剂具有耐化学腐蚀性能优良, 高温条件下耐酸、耐碱性能高, 表面光滑、抗冲蚀、气蚀性能好,与金属结合强度高,施工方便。其收 缩率和吸水率低的特性。 耐腐蚀高温修补剂施工方便,任意成形,顶面立面施工不流淌。与各种材料 和碳钢、不锈钢、合金钢、灰口铁、球铁、高铬白口铁、铜合金、铝合 金等金属材料及工程塑料、陶瓷等有很高的结合强度。 研泰耐腐蚀高温修补剂固化后,可进行车、磨、研、铣、钻、刨各类机械加 工。 耐腐蚀高温修补剂对酸、碱、盐溶液及苯类、醇类有良好的耐腐性,能长期 耐油、水、沸水浸泡。 方便快捷解除问题, 本产品具有适用方便、 快速、经济、耐用、可靠等特点。 耐腐蚀高温修补剂产品用途 产品名称 产品型号 耐腐蚀高温修补剂特点及应用 耐腐蚀涂层
 高分子金属修补剂在水泵修复中的应用研究
高分子金属修补剂在水泵修复中的应用研究
高分子金属修补剂在水泵修复中的应用研究
通过高分子金属修补剂在水泵修复中的应用研究,掌握高分子金属修补剂的使用方法,研究使用高分子金属修补剂修复水泵的效果。