V型槽文献

 U型槽与V型槽的比较
U型槽与V型槽的比较
U型槽与V型槽的比较
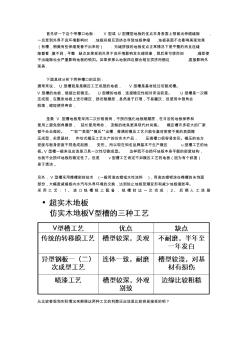
首先讲一下这个带槽口地板: V 型或 U 型槽型地板的优点本身表面上预留出伸缩缝隙 , 一旦受到外界不良环境影响时 ,地板间相互顶挤会导致地板伸缩 ,地板表面不会影响美观效果 (有槽,稍微有些伸缩是看不出来的) . 无缝拼接的地板优点正常情况下是平整的而且连缝 隙都看 ,摸不到,平整 .缺点如果受到外界不良环境影响发生缩现象,那后果可想而知 ,缩即使 不出缝隙也会严重影响地板的锁扣。如果伸那么地板四边都会相互顶挤而翘边 ,直接影响外 观美 . 下面具体分析下两种槽口的区别: 通常来说, U 型槽就是是模压工艺成型的地板, V 型槽是基材经过切割成槽。 V 型槽的地板,链接比较稳定。 U 型槽的地板,连接稳定性相对来说较差。 U 型槽是一次模 压成型,在整张地板上进行模压,损伤耐磨层,虽然易于打理,不易藏灰,但使用中倒角会 脱落,缩短使用寿命, 圣象 V 型槽地板是采用二次价格倒角,不损伤
 混凝土搅拌机双头臂杆V型槽的加工工装设计
混凝土搅拌机双头臂杆V型槽的加工工装设计
混凝土搅拌机双头臂杆V型槽的加工工装设计
通过对某进口混凝土搅拌机关键部件双头臂杆的结构工艺分析,设计了在普通铣床上完成该零件V型槽加工的工装,该工装结构简单,提高了生产效率并减低了生产成本。检验表明,用该工装加工的零件能满足设计要求。