无扳手三爪钻夹头
《无扳手三爪钻夹头》是2002年敦煌文艺出版社出版的图书,作者是本社。
-

选择特殊符号
选择搜索类型
请输入搜索
《无扳手三爪钻夹头》是2002年敦煌文艺出版社出版的图书,作者是本社。
JB/T 4371-2002《无板手三爪钻夹头》分为二个部分:
--第1部分 参数和精度检验;
--第2部分 技术条件。
本部分为JB/T 4371的第1部分,对应于国际标准ISO 10888:1999(E)《无板手三爪钻夹头 技术规范》(1999年英文版)。本部分与ISO 10888:1999(E)的一致性程度为修改采用,标准结构与之相同。主要差异如下:
--增加了适应我国国情的米制的普通螺纹连接形式;
--自紧钻夹头锥孔连接形式的精度指标增加精密级(I级);
--命名采用JB/T 2326《机床附件 型号编制方法》中的命名方法。
本部分代替JB/T 4371.1-1999《自紧钻夹头 参数》和JB/T 4371.2-1999《自紧钻夹头 精度检验》。
本部分与JB/T 4371.1-1999和JB/T 4371.2-1999相比,主要变化如下:
--将原标准的G1项P度精度指标修正后纳入本部分为级I级,其他精度指标要求按ISO 10888;
--参数按ISO 10888;
--增加了英寸制螺纹孔连接;
--增加了手紧钻夹头的参数和精度要求。
本部分由中国机械工业联合会提出。
本部分由全国金属切削机床标准化技术委员会归口。
作 者:本社 编
出 版 社:敦煌文艺出版社
出版时间:2002-12-1
版 次:1页 数:8字 数:21000 印刷时间:2002-12-1开 本:纸 张:胶版纸 印 次:I S B N:151117044包 装:平装
将对应号数的莫氏锥柄安装在圆盘设定位置上,然后将锥柄表面及钻夹头的锥孔内壁擦干净,锥孔在锥柄上套紧即可将钻夹头固定在圆盘上。 为了保证夹头轴线与圆盘垂直莫氏锥柄连接部分可以通过...
那个卡头都是使用一个专门的模式锥度,才可以牢固。
精度我不知道 但三爪的精度肯定不高 我们装铣刀的夹头都是平分多个啦 可以保证在0.005 但三爪的应用范围很广 我见过的三 爪加工的工件 同心都都不很好

 运用价值工程原理降低扳手钻夹头材料成本的探讨
运用价值工程原理降低扳手钻夹头材料成本的探讨
运用价值工程原理降低扳手钻夹头材料成本的探讨
扳手钻夹头是广泛用于各工矿企业,装修行业的钻头夹紧装置。随着加工技术的不断提高,市场需求的不断扩大,对该产品的技术性能、市场价格、质量和材料提出了新的要求。运用价值工程原理,对如何降低扳手钻夹头材料成本提出了改进设计方案,对改进结果作了较为详尽的分析和叙述
 车床三爪卡盘资料介绍
车床三爪卡盘资料介绍
车床三爪卡盘资料介绍
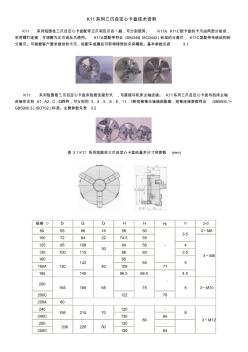
K11系列三爪自定心卡盘技术资料 K11 系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。 K11A、K11C型卡盘的卡爪由两部分组成, 采用螺钉连接,可调整为正爪或反爪使用。 K11A型配带符合 GB4346(ISO3442)标准的分离爪, K11C型配带传统结构的 分离爪。可根据客户要求提供软卡爪,经配车或磨后可获得理想的夹持精度。基本参数见表 3.1 K11 系列短圆锥三爪自定心卡盘系短锥连接形式 ,可直接与机床主轴连接。 K11系列三爪自定心卡盘与机床主轴 连接形式有 A1,A2,C,D四种,可分别同 3,4,5,6,8,11,15号短锥锥主轴端部配套,短锥连接参数符合 GB5900.1~ GB5900.3(ISO702)标准。主要参数见表 3.2 表 3.1 K11 系列短圆柱三爪自定心卡盘的基本尺寸和参数 (mm) 规格 D D1 D2