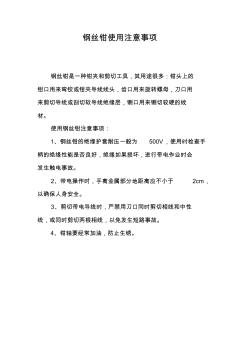
钨钢V-CUT刀使用注意事项文献

 ups使用注意事项
ups使用注意事项
ups使用注意事项
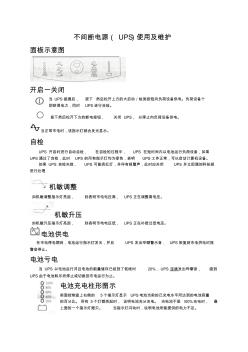
不间断电源( UPS)使用及维护 面板示意图 开启一关闭 当 UPS接通后, 按下 然后松开上方的大启动/检测按钮向负荷设备供电。负荷设备个 即获得电力,同时 UPS进行自检。 按下然后松开下方的断电按钮, 关闭 UPS, 以停止向负荷设备供电。 当正常市电时,该指示灯就会发光显示。 自检 UPS 开启时进行自动自检, 在自检的过程中, UPS 在短时间内以电池运行负荷设备,如果 UPS通过了自检,此时 UPS 的所有指示灯均为绿色,表明 UPS工作正常,可以启动计算机设备。 如果 UPS 自检失败, UPS 可能亮红灯,并伴有报警声,此时应关闭 UPS 并立即通知科技部 进行处理 机敏调整 如机敏调整指示灯亮起, 则表明市电电压高, UPS正在调整高电压。 机敏升压 如机敏升压指示灯亮起, 则表明市电电压低, UPS正在补偿过低电压。 电池供电 在市电停电期间,电池运行指示灯发光,并且