选择特殊符号
选择搜索类型
请输入搜索
推荐用于热作和冷作裁边模,成型和落料模,包括切怌和落料的剪切刀片、冲孔和压印模、转切刀、冷作和热作成形模和拉深模的修理和硬化表面。
万能480也适合焊接较低级的工具用钢,像低碳钢以及其他高碳钢。
所有的工具、冲模、模具均需预热至250-300℃,这可以有效地防止在焊接时母材产生裂纹。
工具钢堆焊时,在焊接过程中必须用尖锤敲击以释放焊接的应力,然而由于万能480的先进合金成份,如果母材钢材进行了以上所推荐的预热,在一般焊接条件下就不需要敲击了。
当焊修不便预热的工件,如裁刀、剪刀和冷切边模具时,简易还进行敲击。
万能480焊条是一种多用途专为工具、模具使用的工具钢焊条。
万能焊条价格: 联盛焊材M777美国万能焊条:¥2480.00 用3.2焊条烧了半小时挺好,不发热。行。小巧实用,到手后试用了一下,电流很冲,3.2焊条毫无压力,好好。价格来源网络仅供参考。
美国万能404焊条 万能焊条 M8N12焊条 ,M777焊条 , M303焊条,...
助焊剂锡线DXT-V8焊条一般是一条条的,锡丝是一小条小条的
万能480的特点是包有一层特殊合金化和矿物质的药皮,这层药皮给淬火和回火状态的热作和冷作用的工具钢增加了表面耐磨性。
万能480还有一个特点是它的膨胀与收缩系数实际上与SKD-11型钢一致,这样就不会产生裂纹,也不需要焊前、焊后进行热处理。
万能480能够成功地焊接所有的常用的工具、模具钢,包括冷作、热作、油淬、空气淬火或水中淬火的钢。这种焊条甚至可以焊接修理难焊的AISI:D2,A2,S1。H13和L6工具钢。万能480在工具钢中应用的如此广泛是任何其他高级刚用电焊条所不可比拟的。
使用万能480,即使像难焊的SKD-11或类似的工具钢也能焊接,不会由于接近焊接区受热影响而产生裂纹,预热根据所焊钢的回火温度而定,一般在低温(250-300℃)进行预热。
因为只需要小的焊接电流,万能480甚至可以使用低功率的交流焊机。
焊接后,不经热处理的万能480的硬度可以达到洛氏C57-59,焊接处无论是在热作还是冷作,对冲击和磨损都具有非凡的抗力。
温度即使升至500℃,熔敷金属的硬度至少也可达到HRC-53,这使得万能480即使在极为不利的和变化迅速的使用条件下也具有抗裂纹的能力,因此万能应用在热加工是无与伦比的。
焊接后的万能480硬度可达到HRC57-59,在它的次一层,SKD-11钢仍可达到HRC58,如果要求硬度更均匀,万能480可在550℃回火一小时,然而在正常条件下,是不需要进行这种耗费时间的回火的。
万能480无论是采用磨削或电火花加工方法,均易于精加工至所要求的尺寸,最好使用小焊接电流以减少稀释和热输入。
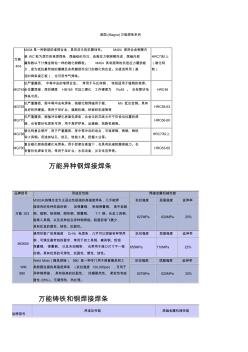
尺寸 | 线材号 | 推荐电流(安培) |
1/8″(3.2mm) | 10 | 80-100 |
3/32″(2.4mm) | 12 | 60-80 |


 万能焊条
万能焊条
万能焊条
万能焊条(丝) 气焊 万能 33F 高韧度 , 适用于各钢类之气焊条焊金流动性与银焊条相似 。 万能 51 适用于铝及铸锌件之修理 , 对铝与铜之焊接尤佳 , 可做铝之此型 T接及搭接 , 铝及异指类金属之焊接。 万能 55 本焊条是专门对铝 , 铝合金 , 铸铝而特吶设计的 , 具备有此一种焊材可解决任何铝之焊接问题。 万能 66F 是一种附带药皮的高银含量全功能焊条,适用于维修应用,对几乎所有黑色及有色金属的焊接都有带腐蚀性的出众效果。 万能 67F 最幼细的 , 涂以银质焊料之多用途焊枝为特殊之维修工作而配方。 万能 75F 一种多用途的青铜质合金 , 用于铸铁和其它金属的焊接。 万能 77F 为焊接因磨损及破坏了的零件而设的超级敏感焊金。 万能 88C 自生熔剂超强力软焊焊合金 , 并具超强抗腐蚀之万能合金。 电弧焊 万能 8N12 多效的焊条用于焊接抗高温合金钢
 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M