卧式剪板机文献

 剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)
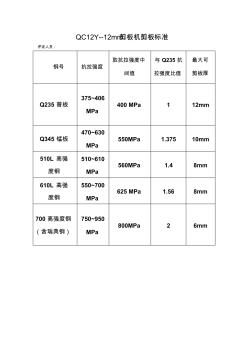
QC12Y--12mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 12mm Q345 锰板 470~630 MPa 550MPa 1.375 10mm 510L 高强 度钢 510~610 MPa 560MPa 1.4 8mm 610L 高强 度钢 550~700 MPa 625 MPa 1.56 8mm 700高强度钢 (含瑞典钢) 750~950 MPa 800MPa 2 6mm QC12Y--6mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 6mm Q345 锰板 470~630 MPa 550M
 剪板机剪切钢板厚度标准
剪板机剪切钢板厚度标准
剪板机剪切钢板厚度标准
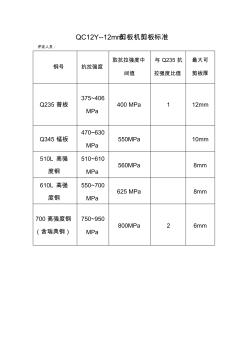
QC12Y--12mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 12mm Q345 锰板 470~630 MPa 550MPa 10mm 510L 高强 度钢 510~610 MPa 560MPa 8mm 610L 高强 度钢 550~700 MPa 625 MPa 8mm 700高强度钢 (含瑞典钢) 750~950 MPa 800MPa 2 6mm QC12Y--6mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 6mm Q345 锰板 470~630 MPa 550MPa 4mm 510L 高强