文/司秀燕 南树伦 沃光辉 左长军 山东基德生态有限公司
为提高氨纶包芯纱的成纱质量,提升值车工的操作技术水平,达到规范操作的目的,在无“省颁”“部颁”操作标准的情况下,我公司经过反复摸索,制定出了《氨纶包芯纱细纱工作法》。
本工作法中没有做出具体要求的项目按原有的《细纱操作法》执行,在本操作法中单独做出单独规定的项目按本工作法的要求执行。
1生头单项操作
生头单项操作要求动作快捷、连贯、准确,并做到动作稳、少接空头,提高生产效率。
(1)左手拿纱管,右手拇指捏住准备好的包芯纱往纱管底部缠绕3-5圈,在缠绕时,左手拇指捏住纱尾,右手往管上缠绕纱条时,将纱尾压住,以防缠绕不紧接空头。
(2)绕纱条后左手拇指压住绕在管上的纱条,拿好纱管,准备接头,接头时,右手拇指引纱,引纱后将纱条夹在无名指第一关节处,同时小指紧靠无名指夹住纱条,见图1。

图1 准备接头
(3)引纱后要看准钢丝圈的位置,搭头长度在3cm左右为宜,在不影响插管和提纱的前提下,应尽量缩短搭头长度,提高接头速度。
(4)左手拿管时略倾斜,纱管底部倾向锭杆,纱管靠近钢领板,用右手食指将钢丝圈带到钢领中心偏右,将纱条挂在钢丝圈上,然后插管、提纱、绕导纱钩、掐头,见图2。

图2 挂在钢丝圈
(5)插管后,用右手中指第一关节提纱,用手腕的带动中指将纱条绕入导纱钩内,在绕导纱钩的同时进行掐头,见图3。

图3 绕导纱钩
(6)掐头位置在右手食指第一关节中部,食指与无名指平齐,纱条绷紧,中指靠近食指关节后用中指肚掐头,见图4,要求动作快,掐头后右手拇食指掐住纱条,从前皮辊与中铁棍之间拎头,见图5,拎头时,右手拇指捏住纱条在3cm左右,手松开后接出疙瘩,使结头处的粗节及无丝处在络筒上用电清清除。

图4 掐头

图5 绕皮辊拎头
(7)接头后,用右手食指将吸入笛管的丝迅速掐断完成接头动作。
2巡回工作
在实际生产中,因氨纶包芯纱系列品种操作难度大,纺40支及以上品种时每人看管3台细纱机。
2.1 巡回要求
(1)每巡回规定时间为5分钟。
(2)目光运用:进出车档时执行省地方标准五看,即:进车档全面看、进了车档分段看、换纱接头周围看、出车档回头看、跨车档侧面看。
(3)对车档内出现的飘头、飘丝、缠皮辊、绕罗拉、飞花、跳管等紧急情况必须及时处理。
2.2 巡回中的三先三后
(1)飘头与断头,应先处理飘头后处理断头。
(2)简单头与复杂头,应先处理简单的断头,后处理复杂的断头。
(3)缠皮辊与断头,应先将缠皮辊的两只头打断,把丝倒好后再处理断头。
2.3 巡回中的具体工作
(1)值车工必须加强巡回,检查氨纶丝的喂入是否经正常通道。
(2)值车工在巡回中发现有断丝纱后,应立即打断重新换管生头,严禁无丝纱流入后工序。
(3)值车工在巡回时结合清洁图表,随时保持机台清洁,做清洁时不准造成人为疵点和断头。
(4)巡回过程中随时检查丝的位置,必须在须条中间或稍偏左,如发现不正常现象立即通知检修工调整。
(5)值车工在巡回中做到手摸皮辊,检查是否有刀伤、划伤、缠伤现象,有伤损的皮辊必须及时更换。
(6)落纱前做好管纱检查工作,有漏丝偏丝等疵点及时卡出,并做好车档地面清洁工作。
(7)换丝前做好氨纶丝的检查工作,确认无混乱、不合格丝后方可上机生产。
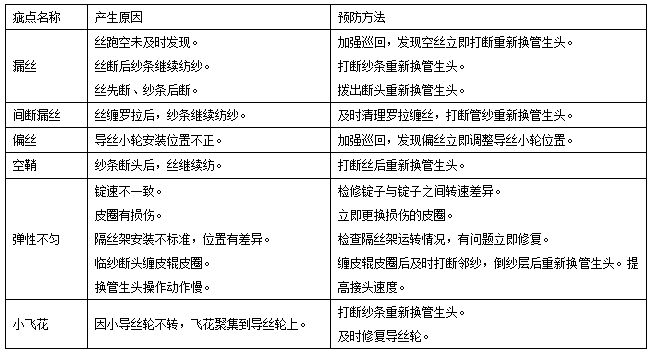
3氨纶包芯纱疵点产生的原因及预防方法
氨纶包芯纱疵点产生的原因及预防方法见表1。
表1 氨纶包芯纱疵点产生的原因及预防方法
4疵品处理方法
在实际生产中造成的疵品纱,应及时分析后妥善处理,能纺入合格品中的纱,不准纺入副牌内,能纺入副牌纱内,不准倒成回丝。
4.1 漏丝纱
卡出的漏丝纱用修针挑纱条,分辨到漏丝纱与正常纱中间位置后挑断纱线,用粉印做标记,将漏丝纱纺入副牌纱内。
4.2 偏丝
卡出的严重偏丝纱,从偏丝处挑断后,用粉笔做标记,偏丝部分纺入副牌纱内。
4.3 其它疵点纱
纱线上出现间断漏丝、空鞘、弹性不匀、条干不匀、小飞花等疵点,均要抖掉疵点后纺合格品内。
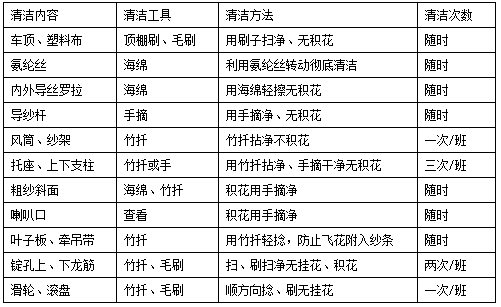
5氨纶包芯纱清洁图表
细纱值车工清洁图表和细纱落纱工清洁图表分别见表2、表3。
表2 细纱值车工清洁图表
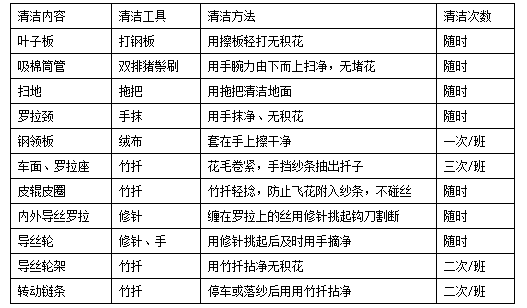
表3 细纱落纱工清洁图表

 给弹力蜂箱连接器弹簧加装一个弹力垫圈
给弹力蜂箱连接器弹簧加装一个弹力垫圈

