型钢生产工艺文献

 H型钢生产工艺
H型钢生产工艺
H型钢生产工艺
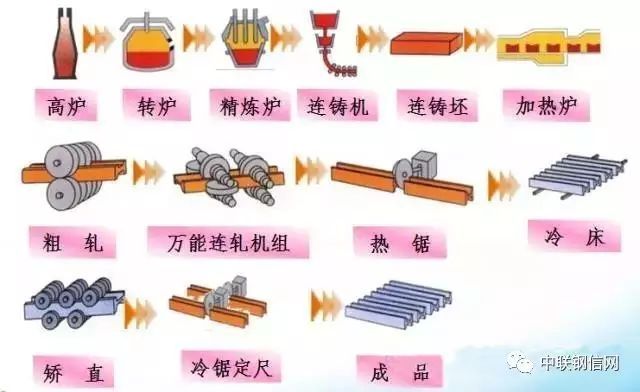
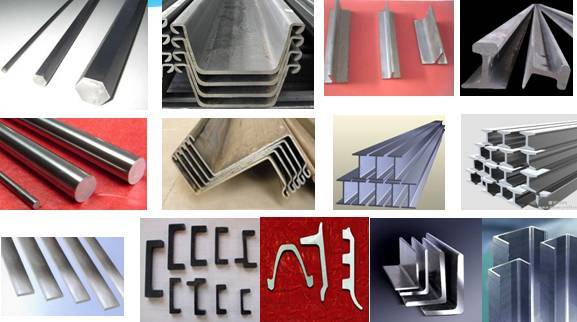
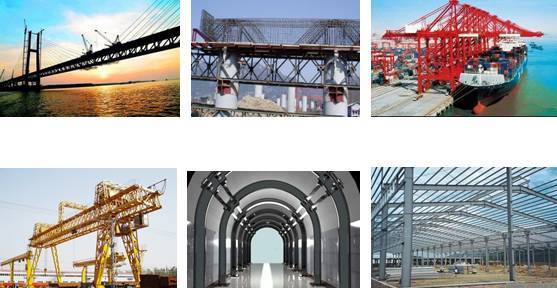
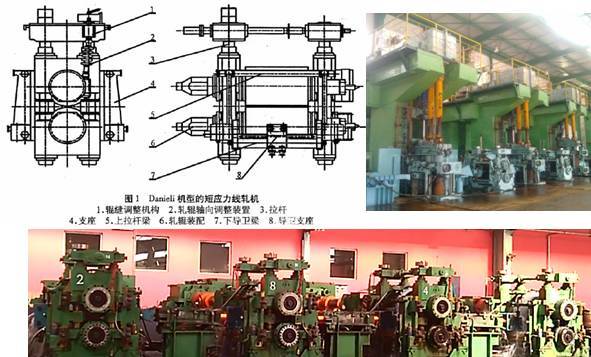
H型钢生产工艺 轻型钢结构的主刚架包括门式刚架和山墙抗风柱等部分。 主刚架作为建筑结构的骨架, 支承整个建筑结 构系统,承受和传递着各类荷载。根据跨度、高度及荷载的不同,门式刚架的梁、柱一般采用变截面或等截 面的实腹式焊接 H型截面或轧制 H型截面。 变截面构件通常改变腹板的高度做成楔形形状, 必要时也可改变 腹板的厚度。 结构构件在运输单元内一般不改变翼缘截面, 邻接的运输单元可采用不同厚度和宽度的翼缘截 面。因受加工设备限制, H型钢截面高度一般不能超过 2m。下面将介绍焊接 H型钢生产工艺流程。 一、排版下料、接板、数控切割 1. 结合图纸要求,根据现有材料的长度和宽度,进行排版,已达到最优节省。 2. 接板长度余量≤ 40mm,腹板和翼板的焊缝错开> 200mm,接板长度> 600mm,板接头的平整度处理、 接头处除锈油污,焊缝不得有内部缺陷。 3. 数控切割注意板的旁弯,切割面的
 型钢生产工艺介绍课件-朱宝忠
型钢生产工艺介绍课件-朱宝忠
型钢生产工艺介绍课件-朱宝忠
型钢生产工艺介绍课件-朱宝忠