卧式镗铣床的发展以其注入加速度概念而倍受关注,为高速运行作技术支撑的传动元件电主轴、直线电机、线性导轨等得到广泛应用,将机床的运行速度推向了新的高度。而主轴可更换式卧式镗铣加工中心的创新设计解决了电主轴与镗杆移动伸缩式结构各存利弊的不足,具有复合加工与一机两用的功效,也是卧式镗铣床的一大技术创新。
落地式铣镗床的发展以其新的设计理念引领现代加工的潮流,以高速加工为理念的无镗轴滑枕式、多种铣头交换使用的结构型式尽显风采,大有替代传统铣削加工的趋势。以两坐标摆角铣头为代表的各种铣头附件成为实现高速、高效复合加工的主要手段,其工艺性能更广,功率更大,刚性更强,是落地铣镗床发展的一大突破。
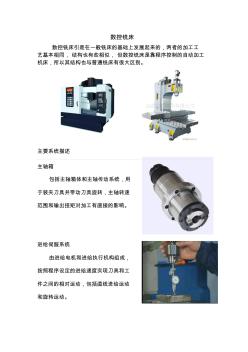
铣床结构特点
卧式镗铣床
卧式镗铣床的主要关键部件是主轴箱,安装在立柱侧面,也有少数厂家采用双立柱的热对称结构,将主轴箱置于立柱中间,这种结构最大特点是刚性、平衡性、散热性能好,为主轴箱高速运行提供了可靠保证。但是,双立柱结构不便于维护保养,是当今采用的厂家不多的原因。主轴箱移动多通过电机驱动滚珠丝杆进行传动,是主轴驱动核心传动装置,多采用静压轴承支承,由伺服电机驱动滚珠丝杆进行驱动。由于主轴转速越来越高,主轴升温快,已有很多厂家将采用油雾冷却以替代油冷却,更有效地控制主轴升温,使其精度得到有效保证。
主轴系统主要有两种结构型式,一种是传统的镗杆伸缩式结构,具有镗深孔及大功率切削的特点;另一种是现代高速电主轴结构,具有转速高,运行速度快,高效、高精的优点。
高速电主轴在卧式镗铣床上的应用越来越多,除了主轴速度和精度大幅提高外,还简化了主轴箱内部结构,缩短了制造周期,尤其是能进行高速切削,电主轴转速最高可大10000r/min以上。不足之处在于功率受到限制,其制造成本较高,尤其是不能进行深孔加工。而镗杆伸缩式结构其速度有限,精度虽不如电主轴结构,但可进行深孔加工,且功率大,可进行满负荷加工,效率高,是电主轴无法比拟的。因此,两种结构并存,工艺性能各异,却给用户提供了更多的选择。
又开发了一种可更换式主轴系统,具有一机两用的功效,用户根据不同的加工对象选择使用,即电主轴和镗杆可相互更换使用。这种结构兼顾了两种结构的不足,还大大降低了成本。是当今卧式镗铣床的一大创举。电主轴的优点在于高速切削和快速进给,大大提高了机床的精度和效率。
卧式镗铣床运行速度越来越高,快速移动速度达到25~30m/min,镗杆最高转速6000r/min。而卧式加工中心的速度更高,快速移动高达50m/min,加速度5m/s2,位置精度0.008~0.01mm,重复定位精度0.004~0.005mm。
落地式铣镗床铣刀
由于落地式铣镗床以加工大型零件为主,铣削工艺范围广,尤其是大功率、强力切削是落地铣镗床的一大加工优势,这也是落地铣镗床的传统工艺概念。而当代落地铣镗床的技术发展,正在改变传统的工艺概念与加工方法,高速加工的工艺概念正在替代传统的重切削概念,以高速、高精、高效带来加工工艺方法的改变,从而也促进了落地式铣镗床结构性改变和技术水平的提高。
当今,落地式铣镗床发展的最大特点是向高速铣削发展,均为滑枕式(无镗轴)结构,并配备各种不同工艺性能的铣头附件。该结构的优点是滑枕的截面大,刚性好,行程长,移动速度快,便于安装各种功能附件,主要是高速镗、铣头、两坐标双摆角铣头等,将落地铣镗床的工艺性能及加工范围达到极致,大大提高了加工速度与效率。
传统的铣削是通过镗杆进行加工,而现代铣削加工,多由各种功能附件通过滑枕完成,已有替代传统加工的趋势,其优点不仅是铣削的速度、效率高,更主要是可进行多面体和曲面的加工,这是传统加工方法无法完成的。因此,很多厂家都竞相开发生产滑枕式(无镗轴)高速加工中心,在于它的经济性,技术优势很明显,还能大大提高机床的工艺水平和工艺范围。同时,又提高了加工精度和加工效率。当然,需要各种不同型式的高精密铣头附件作技术保障,对其要求也很高。
高速铣削给落地式铣镗床带来了结构上的变化,主轴箱居中的结构较为普遍,其刚性高,适合高速运行。滑枕驱动结构采用线性导轨,直线电机驱动,这种结构是高速切削所必需的,国外厂家在落地式铣镗床上都已采用,国内同类产品还不多见,仅在中小规格机床上采用线性导轨。高速加工还对环境、安全提出了更高的要求,这又产生了宜人化生产的概念,各厂家都非常重视机床高速运行状态下,对人的安全保护与可操作性,将操作台、立柱实行全封闭式结构,既安全又美观。
铣床工艺特点
传统的卧式镗铣床主要适合各种机械零件的加工,尤其是机械传动箱体以及各种曲面体零件。由于各种装备技术水平的提高,对机械结构要求越来越简化,所需传动部件更少,特别是作为传动箱体的零件会越来越少,机械传动多采取直接驱动,且传动件的精度要求非常高,这对卧式镗铣床的工艺性能提出了更高要求。因此,作为传统的镗轴式结构的加工对象呈减少的趋势,将以无镗轴式电主轴所替代,即以高速加工中心完成各种零件的加工。卧式镗铣床向高速加工中心发展,一方面工艺适应性更强,另一方面也提高了性能水平和加工精度,在提高了加工工艺范围的同时,需要各种功能附件作工艺保障,既能镗铣,又能钻孔、攻丝,装上数控摆角铣头附件,还能加工各种曲面体零件。配备交换式工作台组成柔性加工单元,可对零件进行批量加工。
落地式铣镗床主要加工各种型面的大型、超大型零件,其工艺特点是配有大型落地式平台(工作台尺寸不受限),可加工超长、超宽的零件。同时,还可配备回转式工作台,即能作回转分度,还可作径向直线运动,通过分度完成对零件的多序加工,大大提高了工艺范围。意大利Pama(帕玛)公司生产的落地式铣镗床专门配备了倾斜式可调角度的工作台,进一步拓宽了加工范围。而大功率、高效切削是落地式铣镗床的一大加工优势,高速、高精的技术要求越来越影响着落地式铣镗床的技术发展,是提高落地式铣镗床工艺水平的重要手段。因此,落地式铣镗床正在改变单一的大功率、高效切削,而更多地融入高速、高精的工艺技术内涵。滑枕式结构成已为高速铣镗加工的主要结构型式,滑枕截面大,刚性高,高速运行稳定性好,便于装卡各种铣头附件以实现高速加工。
铣床发展趋势
重型机床的发展将呈现两大趋势。一方面是技术上以加工中心或大型柔性加工单元、大型组合式复合加工机床为发展方向,其中,卧式镗铣床将逐步由高速加工中心和柔性加工单元所替代;落地式铣镗床以发展大型组合式复合加工中心为主,即由两台或更多主机组合成复合加工机床,以适应大型加工零件的单件小批量生产,工艺复杂,辅助时间和加工周期长的特点,往往由一台机床很难完成所有加工工序,而由两台组合加工中心就完全可以实现。如:两台数控龙门镗铣床组成复合加工中心,并共用床身及导轨,分别配一个矩形工作台和一个回转工作台(分度),可进行镗、铣加工;一台落地式铣镗床与一台数控单柱立车组成大型复合加工中心,共用床身导轨,配一个落地平台和一个回转台,可完成车、镗、铣、钻等加工,回转台可分度。还有两台大型落地铣镗床共用床身导轨等多种组合形式。这样即节约了占地面积,降低成本,也提高了加工效率。另一发展趋势是追求精细化制造,提高装备制造的工艺含量,体现机床的安全、环保及人性化的特点。
综上所述,当代卧式镗铣床与落地式铣镗床技术发展非常快,主要体现在设计理念的更新和机床运行速度及制造工艺水平有很大的提高,另一方面是机床结构变化大,新技术的应用层出不穷。卧式镗铣床的结构向高速电主轴方向发展,落地式铣镗床向滑枕式(无镗轴)结构方向发展,功能附件呈高速、多轴联动、结构型式多样化的发展态势,这将是今后一个时期技术发展的新趋势。