镶片圆锯片文献

 镶片圆锯片的生产工艺改进
镶片圆锯片的生产工艺改进
镶片圆锯片的生产工艺改进
根据国外对镶片锯日益提高的质量和供货期要求,经过研究分析,重新设计了生产工艺。采用刀片激光切割与线切割相结合的方式加工刀片外形尺寸,提高加工精度和速度;采用数控钻孔加工刀片和片体的铆钉孔,提高刀片的互换性;采用数控机床磨削钳口槽,保证钳口槽的对称度和粗糙度指标;采用合金磨床磨削齿型等方法改进原有的镶片锯加工工艺,既确保了镶片锯的产品质量,又明显提高了镶片锯的产能。
 圆锯片基础知识
圆锯片基础知识
圆锯片基础知识
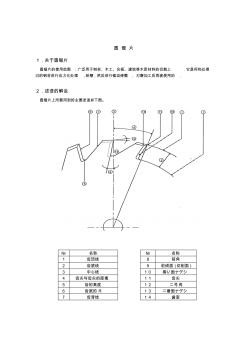
圆 锯 片 1.关于圆锯片 圆锯片的使用范围 : 广泛用于制材、木工、合板、建筑等木质材料的切割上 .它是将热处理 过的钢材进行应力化处理 ,研磨 , 然后进行锯齿修整 , 刃磨加工后再被使用的 . 2.述语的解说 圆锯片上所要用到的主要述语如下图。 № 名称 № 名称 1 齿顶线 8 前角 2 齿底线 9 前倾面 (切削面 ) 3 中心线 10 掬い面ナゲシ 4 齿尖与齿尖的距离 11 齿尖 5 齿的高度 12 二号角 6 齿底的R 13 二番面ナゲシ 7 齿背线 14 歯室 3.齿形的种类 ,特征与用途 选择锯片时 ,如果锯片的齿形 , 角度不适合切削条件的话 ,切割感会很差 , 得不到很好的效果 . 标准的齿形如下 : 3-1 竖切齿 竖切齿形的前角通常为 15°~ 30° ,它容易切削 材料的竖向纤维 .但是切较硬的材料的话前角角度要 小一点 。 3-2 兼用齿 兼用齿是横切