铣削
铣削是以铣刀作为刀具加工物体表面的一种机械加工方法。铣床有卧式铣床,立式铣床,龙门铣床,仿形铣床,万能铣床,杠铣床。
-

选择特殊符号
选择搜索类型
请输入搜索
铣削是以铣刀作为刀具加工物体表面的一种机械加工方法。铣床有卧式铣床,立式铣床,龙门铣床,仿形铣床,万能铣床,杠铣床。
铣床(milling machine)系指主要用铣刀在工件上加工各种表面的机床。通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
(1)平面类零件
平面类零件的特点表现在加工表面既可以平行水平面,又可以垂直于水平面,也可以与水平面的夹角成定角;在数控铣床上加工的绝大多数零件属于平面类零件,平面类零件是数控铣削加工中最简单的一类零件,一般只需要用三坐标数控铣床的两轴联动或三轴联动即可加工。在加工过程中,加工面与刀具为面接触,粗、精加工都可采用端铣刀或牛鼻刀。
(2)曲面类零件
曲面类零件的特点是加工表面为空间曲面,在加工过程中,加工面与铣刀始终为点接触。表面精加工多采用球头铣刀进行。
(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
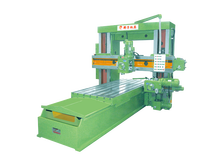
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。铣头装在横梁和立柱上,可沿其导轨移动。通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
(10)专用铣床:例如工具铣床:用于铣削工具模具的铣床,加工精度高,加工形状复杂。
主要的有升降台铣床、龙门铣床、单柱铣床和单臂铣床、仪表铣床、工具铣床等。
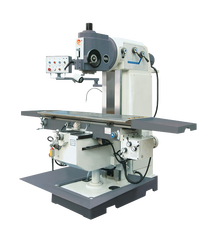
(1)升降台铣床有万能式、卧式和立式几种,主要用于加工中小型零件,应用最广;
(2)龙门铣床包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件;
(3)单柱铣床的水平铣头可沿立柱导轨移动,工作台作纵向进给;
(4)单臂铣床的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。单柱铣床和单臂铣床均用于加工大型零件;
(5)仪表铣床是一种小型的升降台铣床,用于加工仪器仪表和其他小型零件;
(6)工具铣床主要用于模具和工具制造,配有立铣头、万能角度工作台和插头等多种附件,还可进行钻削、镗削和插削等加工。其他铣床还有键槽铣床、凸轮铣床、曲轴铣床、轧辊轴颈铣床和方钢锭铣床等,它们都是为加工相应的工件而制造的专用铣床。
可分为仿形铣床、程序控制铣床和数控铣床等。
以高温合金GH4169为实验材料,其具有强度高、耐腐蚀性好、热稳定性强等优点,是一种在航空、航天领域中应用较广泛的零部件材料,试件尺寸为Φ4.96×30mm。(1)机床及测量设备:机床(DMG ULT...
车削加工和铣削加工的区别:两者都是常见的金属冷加工方式。车削与铣削的不同之处是铣削加工,在主轴驱动下高速旋转,而被加工工件处于相对静止。"车削加工"就是在车床上,利用工件的旋转运动...
车削(turning)是工件做旋转运动,做进给运动,也就是直线或曲线平移运动,不旋转。适合加工圆面。铣削(Milling)铣削是指用能旋转的圆形多刃切削金属工件, 是平面加工的主要方法之 一。往往是旋...
铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。工作时刀具旋转(作主运动),工件移动(作进给运动),工件也可以固定,但此时旋转的刀具还必须移动(同时完成主运动和进给运动)。铣削用的机床有卧式铣床或立式铣床,也有大型的龙门铣床。这些机床可以是普通机床,也可以是数控机床。 用旋转的铣刀作为刀具的切削加工。铣削一般在铣床或镗床上进行,适于加工平面、沟槽、各种成形面(如花 键、齿轮和螺纹)和模具的特殊形面等。
铣削的特征是:
①铣刀各刀齿周期性地参与间断切削。
②每个刀齿在切削过程中的切削厚度是变化的。
③每齿进给量αf(毫米/齿),表示铣刀每转过一个刀齿的时间内工件的相对位移量。

(一)工作中认真做到
1、铣削不规则的工件及使用虎钳、分度头及专用夹具持工件时,不规则工件的重心及虎钳、分度头、专用夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。
2、在快速或自动进给铣削时,不准把工作台走到两极端,以免挤坏丝杆。
3、不准用机动对刀,对刀应手动进行。
4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。
5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。
6、铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床在铣削中产生震动。
(二)工作后将工作台停在中间位置,升降台落到最低的位置上。
金属切削机床已实施出口产品质量许可制度,未取得出口产品质量许可证的产品,不准出口。订货时对设备参数、公英制、电源、电压和周波以及随机附件,机床的颜色等均须做明确规定。
稍微放松4根螺栓,但需确定4根螺栓仍存有部分的磨擦阻力,此时利用头部旋转螺栓调整左右角度。过程中须置百分表于主轴端面以测量工作台之正确位置。
稍微放松3根螺栓,但须确定3根螺栓不能太松,以利做微调的工作,此时利用臂旋转螺栓置一百分表于主轴端面以测量工作台之正确位置。
放置水平仪在工作台面上。
检察水平仪A点和B点,容许值在0.06mm/m。
如果需要可安置垫片在机床下。
1、床身及部件的清洁工作,清扫铁屑及周边环境卫生;
2、检查各油平面,不得低于油标以下,加注各部位润滑油;
3、清洁工、夹、量具。
1、清洁
(1)清除各部位积屑;
(2)擦拭工作台、床身导轨面、各丝杆、机床各表面及死角、各操作手柄及手轮;
(3)拆卸清洗油毛毡,清除铁片杂质。
2、润滑
(1)各部油嘴、导轨面、丝杆及其它润滑部位加注润滑油;
(2)检查主轴牙箱、进给牙箱油位,并加油至标高位置。
3、扭紧
(1)检查并紧固工作台压板螺丝,检查并紧固各操作手柄螺丝并帽及稳肖;
(2)检查并紧固其它各部松动螺丝。
4、调整
(1)检查调整离合器、丝杆合令、镶条、压板松紧至合适;
(2)检查其它调整部位。
5、防腐
(1)除去各部锈蚀,保护喷漆面,勿碰撞;
(2)停用、备用设备导轨面、滑动面及各部手轮手柄及其它暴露在外易生锈的各种部位应涂油覆盖。
1、清洗调整工作台、丝杆手柄及柱上镶条;
2、检查、调整离合器;
3、清洗三向导轨及油毛毡,电动机、机床内外部及附件清洁;
4、检查油路,加注各部润滑油;
5、紧固各部螺丝。
1、主轴箱、工作台、变速箱清洗、换油;
2、检查清洗油泵和油管,检查并调整工作台、斜铁及丝杆螺母间隙;
3、清洗离合器片,清洗冷却箱并更换冷却液,清洁电机及电器。
普通铣削加工采用低的进给速度和大的切削参数,而高速铣削加工则采用高的进给速度和小的切削参数,高速铣削加工相对于普通铣削加工具有如下特点:
(1)高效 高速铣削的主轴转速一般为15000r/min~40000r/min,最高可达100000r/min。在切削钢时,其切度削速约为400m/min,比传统的铣削加工高5~10倍;在加工模具型腔时与传统的加工方法(传统铣削、电火花成形加工等)相比其效率提高4~5倍。
(2)高精度 高速铣削加工精度一般为10μm,有的精度还要高。
(3)高的表面质量 由于高速铣削时工件温升小(约为3°C),故表面没有变质层及微裂纹,热变形也小。最好的表面粗糙度Ra小于1μm,减少了后续磨削及抛光工作量。
(4)可加工高硬材料 可铣削50~54HRC的钢材,铣削的最高硬度可达60HRC。
鉴于高速加工具备上述优点,所以高速加工在模具制造中正得到广泛应用,并逐步替代部分磨削加工和电加工。 但是,高速铣削在加工过程中应满足无干涉、无碰撞、光滑、切削负荷平滑等条件。而这些条件造成高速切削在对刀具材料、刀具结构、刀具装夹以及机床的主轴、机床结构、进给驱动和CNC系统上提出了特殊的要求;并且主轴在加工过程中易磨损且成本高(目前)。
1、TX系列铣削头 TX系列铣削头是通用动力部件,它与铣削工作台或动力滑台配套辅以各种支撑部件可组成各种形式的组合铣床。铣削头以采用疏齿端面铣刀为基础,也可使用较小直径的密齿端面铣刀用来对钢、铸铁、有色金属等材质的零件进行平面铣削;安装辅助工具台后,也可完成铣槽、铣肩等工艺。
本系列铣削头用于钢、铸铁及有色金属零件的平面铣削、铣槽等工艺。普通级精度的铣削头用于粗铣,采用密齿端铣刀可以进行大走刀强力铣削。高精度级(G)铣削头用于高精度铣削,最大进给速度可达2500mm/min。最高加工精度:平面度0.01~0.03/1000,表面粗糙度为≤0.4。 本铣头分为:I型(手动移动和加紧滑套);II型(带液压自动让刀机构)。
铣削头配有四种传动装置:皮带传动装置,主轴转速较高,用于有色金属的加工;尾置式传动装置,主要用于立式配置型式;手柄变速传动装置,适于经常改变切削速度的要求;顶置式传动装置。应用范围广。
2、TA系列镗削头
TA系列镗削头符合JB1531-75组合机床通用部件-镗削头标准的规定,广泛用于组合机床及组合机床自动线中。本系列镗削头与相同规格的液压滑台或机械滑台相配套组成镗削组合机床,用以完成对铸铁、钢及有色金属工件的单轴刚性粗、精镗孔工序。
本系列镗削头与相同规格的液压滑台或机械滑台相配套组成镗削组合机床,用以完成对铸铁、钢及有色金属工件的单轴刚性粗、精镗孔工序。最高镗孔精度IT7.被加工表面的最佳粗糙度可达1.6.特殊订货可实现手动变速。
3、TD系列动力箱
TD系列动力箱本系列动力箱为齿轮传动的动力源部件,它与主轴箱相配实现机床的主运动,主要适用于具有多轴箱的组合机床及其自动线。
本系列动力箱为齿轮传动的动力源部件,它与主轴箱相配实现机床的主运动,主要适用于具有多轴箱的组合机床及其自动线。
4、HJ系列机械滑台
HJ系列机械滑台用以实现进给运动,可卧式也可立式使用,在机械滑台上安装动力箱(装上多轴箱).钻削头、镗削头、铣削头、镗孔车端面头等各种部件,用以完成钻、扩、铰、镗、锪窝.刮端面、倒角、车端面、铣削及攻丝等工序。
机械滑台用以实现进给运动,可卧式也可立式使用,在机械滑台上安装动力箱(装上多轴箱).钻削头、镗削头、铣削头、镗孔车端面头等各种部件,用以完成钻、扩、铰、镗、锪窝.刮端面、倒角、车端面、铣削及攻丝等工序。台面宽320毫米以下的机械滑台,若安装分级进给装置,还可以完成钻深孔工序。
滑台根据行程长度不同,分为Ⅰ、Ⅱ、Ⅲ、Ⅳ型,按不同规格区分为250、400、630、l000、1600毫米。用户可按需要选用,订货时必须注明行程长度。当滑台用于深孔加工时,还应注明带分级进给装置。2100433B
随着科学技术的发展,传统铣工从使用普通铣床已经过渡到普遍使用数控铣床,本书从现代铣工的需求出发,将铣削与数控铣削有机融合,从铣削基础知识,铣床和数控铣床(加工中心),铣削和数控铣削工艺,数控铣削(加工中心)编程,数控铣床(加工中心)的操作,铣削平面与连接面,铣削台阶、直角槽和特形槽,铣削离合器,角度面和刻线加工,铣凸轮,铣齿轮及刀具齿槽,铣削外花键,数控铣削实例等方面对现代铣工技术做了详细介绍,覆盖铣削实际生产中的核心内容,展示铣削生产全过程。
本书以好用、实用为编写原则,内容丰富,图表翔实,取材精练,可作为初、中级铣工培训和自学用书,也可供数控、机械加工等相关专业师生阅读参考。