校准环规文献

 螺纹环规(通规止规)的使用方法
螺纹环规(通规止规)的使用方法
螺纹环规(通规止规)的使用方法
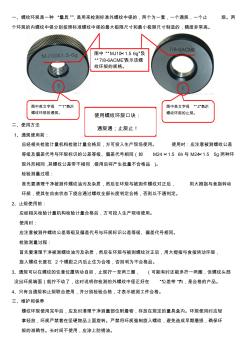
一、螺纹环规是一种 “量具”,是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止 规。两 个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。 二、使用方法 1、通规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时:应注意被测螺纹公差 等级及偏差代号与环规标识的公差等级、偏差代号相同(如 M24 ×1.5 6h与 M24×1.5 5g两种环 规外形相同 ,其螺纹公差带不相同 ,错用后将产生批量不合格品 )。 检验测量过程: 首先要清理干净被测件螺纹油污及杂质,然后在环规与被测件螺纹对正后, 用大拇指与食指转动 环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。 2、止规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时: 应注意被测件螺纹公差等级及偏差代号与环规标识公差等级、偏差
