新材弯头
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。
-

选择特殊符号
选择搜索类型
请输入搜索
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。
碳钢冲压弯头制作工艺的优点主要表现在以下几个方面:
1、不需管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的碳钢弯头。
2、坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便。
3、由于上述二条原因,可以缩短制造周期,生产成本大大降低。因不需要任何专用设备,尤其适合于现场加工大型碳钢弯头。
4、碳钢国标弯头适用于石油、天然气、化工、水电、建筑和锅炉等行业的管路系。
首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60冲压弯头或其它规格的冲压弯头,该工艺适用于制造冲压弯头中径与冲压弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。
新材弯头沧州万瑞是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。冲压弯头加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
耐磨弯头能得到市场的青睐并不断取代一些传统的防磨材料,根本原因在于其优异的产品品质,以及在与传统防磨材料,如铸石、铸钢和粘贴陶瓷材料相比所具有的多方面优势。 1. 铸石以前每个厂的弯头大部分都是使用铸...
??????弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接(最常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。
??????弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接(最常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。

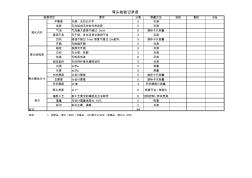 弯头检验要求(弯头)
弯头检验要求(弯头)
弯头检验要求(弯头)
要求 分值 测量方法 自检 复检 终检 平整度 光滑,无凹凸不平 5 目测 杂质 无与组成无关的外来杂质 5 目测 气泡 气泡最大直径不超过 3mm 6 游标卡尺测量 浸润不良 无干斑、发白及其它浸润不良 3 目测 凹坑 直径不超过 1mm,深度不超过 2mm凹坑 5 游标卡尺测量 开裂 无树脂开裂 5 目测 裂纹 表面无开裂 5 目测 白纱 无分层、炸裂 3 目测 色差 无明显色差 6 目测 刮伤垫伤 无任何纤维外漏和划伤 5 目测 内径 ±5‰ 5 测量 长度 ±5‰ 5 测量 内衬厚度 ≥设计厚度 5 游标卡尺测量 总厚度 ≥设计厚度 5 游标卡尺测量 巴氏硬度 ≥36 3 巴氏硬度计测量 弯头角度 ±1° 8 角度平台 /角度仪 铺层工艺 按工艺要求的铺层及方法制作 8 过程控制 /样块焚烧 重量 与设计重量误差≤ 10% 5 称重 标识 标识正确、清晰 2 目测 合计 94 说明
 弯头分类
弯头分类
弯头分类
弯头分类 弯头在管路系统中,弯头是改变管路方向的管件。按角度分,有 45°及 90°180°三种最常用的,另外根据工程需要还包括 60°等其 他非正常角度弯头。 弯头的材料有铸铁、 不锈钢、合金钢、可煅铸铁、 碳钢、有色金属及塑料等。与管子联结的方式有:直接焊接(最常用 的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等。 按照生产工艺可分为: 焊接弯头、冲压弯头、推制弯头、铸造弯头等。 其他名称: 90度弯头、直角弯、爱而弯等。 1.以材质划分碳钢, 铸钢,合金钢,不锈钢,铜,铝合金,塑料, 氩硌沥, PVC,PPR等。 2.以制作方法划分可分为推制、压制、锻制、铸造等。 3.以制造标准划分可分为国标、 电标、水标、美标、德标、日标、 俄标等。 4.按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半 径弯头指它的曲率半径等于 1.5倍的管子的外径,即 R=1.5D。短半