橡胶母粒造粒机
橡胶母粒造粒机是采用密炼机、单螺杆挤出机应用的另一范例。
-

选择特殊符号
选择搜索类型
请输入搜索
橡胶母粒造粒机是采用密炼机、单螺杆挤出机应用的另一范例。
密炼机----自动提升机----双腕喂料机----单螺杆挤出机-----风冷模面热切机头-----隔离剂加入系统-----二级旋风分离器-----隔离剂回收系统-----加长风冷振动筛-----成品料仓 密炼机的团状料经提升机,双腕喂料机,挤出机,切粒,冷却,筛分,终端料仓全部自动化,流水作业。物料密炼后经过双腕喂料机强制进入单螺杆挤出机,螺杆芯部通水,螺杆全称分散,无过分摩擦热。分散效果优异,主机电流小,节能环保。
密炼机能让橡胶在密炼室里更充分的相容、分散,单螺杆挤出机的螺杆芯部通水,螺杆低速、低温、弱剪切、全称分散,无过分摩擦热,分散效果优异,主机电流小,节能环保。
物料经过自动提升机将经过密炼后的物料送入双腕喂料,双腕将物料强制均匀加入主机螺杆,物料在螺杆的压缩与剪切和外加热的作用下,物料受到混炼和塑化。温度和压力逐步升高,呈现出粘流状态,并以一定的压力通过机头、挤出切粒,最后得到所需形状的粒子。
什么样厂 会用到造粒机啊 单螺杆造粒机 双螺杆造粒机 (塑料造粒)
塑料造粒厂都用造粒机,电缆料,工程塑料,色母粒,弹性体等等都用
阻燃母粒你知道吧,PP阻燃母粒顾名思义是一种专用的阻燃母粒,主要用于PP塑料改性和以PP为载体的塑料制品里。起到阻燃作用。呵呵~~~ 明白了吗?
幸田PE阻燃母粒为添加型纳米级阻燃母粒,加工流动性好,有极好的热稳定性和光稳定性,无需添加三氧化二锑即可以达到极佳的阻燃效果,可与PE新料掺合共混后直接注塑成品,因其细度达到纳米级,很好的解决了传统阻...
橡胶 一般认为是所有高分子弹性体的总称。橡胶的主要存在形式有四种:生胶、塑炼胶、混炼胶、硫化胶。此外还有再生胶、纯橡胶、母炼胶等。生胶是指没有经过任何加工的橡胶;塑炼胶是指只进行塑炼加工、具有一定可塑度要求的橡胶;混料胶是指加入配合剂、进行过混炼加工的橡胶;硫化胶是指加入配合剂混合均匀,经过硫华的橡胶。常用橡胶有:天然橡胶(NR)、丁苯橡胶(SBR)、顺丁橡胶(BR)、丁腈橡胶(NBR)、乙丙橡胶(EPR)、和丁基橡胶(IIR)等。
适用于:橡胶母粒、硫磺母粒、碳酸钙填充母粒、编织袋填充母粒、阻燃母粒、碳黑母粒等各种高填充母粒的生产。
密炼机的团状料经提升机,双腕喂料机,挤出机,切粒,冷却,筛分,终端料仓全部自动化,流水作业。物料密炼后经过双腕喂料机强制进入单螺杆挤出机,螺杆芯部通水,螺杆全称分散,无过分摩擦热。分散效果优异,主机电流小,节能环保。橡胶母粒造粒机精确的温度控制,确保了低温造粒的工艺,特殊的隔离剂回收系统,有效解决了生产中粉尘问题,而且加的隔离剂不会造成太大的浪费,回收后的隔离剂能再次利用。
橡胶母粒造粒机最大的技术特点:采用全程冷加工制备新工艺,具有加工温度较低,能防止橡胶助剂出现熔融后再结晶而破坏原来细化了的助剂颗粒尺度,最大限度地保证了配方设计中"细化增溶"的特点。
1、电气配线是否准确,有无松动现象。
2、用兆欧表测量电动机,铸铝加热器的绝缘电阻不得小于0.5MΩ。
3、各热电偶、熔体传感器等检测元件安装是否良好。
4、主电机电压380V,频率范围0-50HZ。螺杆转速0-130r/min。
5、模温机加高温导热油WD320。
6、检查润滑系统:
(1)向齿轮传动箱内加润滑油。打开箱体顶盖,加150号工业齿轮油至油标指示油位。
(2)检查油循环系统和各点供油状况。点转油泵转向正确无误后,开启油泵,压力继电器设定在保护压力低于0.08Mpa报警,再检查和调整各供油点的油量和喷油状况。
(3)单螺杆推力轴加钙基润滑脂润滑。
7、检查所有上下水管、油管,均应畅通,无泄漏,各控制阀门均应调节灵便。
8、手动盘车,检查传动系统和螺杆等运动部位,无异常声音为合格。盘车方向从机头看,螺杆转向为顺时针,螺杆旋转不少于三圈。
9、清理中间料仓及料斗(包括双腕喂料)确认无杂质异物后,启动提升机,将双腕喂料机内加入物料。
10、主机冷却为软水冷却。开启回水手动阀,按启动键启动循环系统。调整工作压力调节阀,使系统压力达到要求并稳定。
11、与此同时预热升温,按工艺要求设定各区段加热温度值,当各区段加热温度达到设定值后,持续恒温40-60分钟,再检查各区段温控表、各区冷却管道电磁阀是否正常后,方具备开机条件。
12、检查水环模面热切系统:
(1)仔细调整切刀位置,保证切刀刃部与出条模面接触良好。
(2)调整切粒电机位置,找正切刀轴与电机轴的联轴器位置,保持良好的同轴度和垂直度。
(3)试转切刀,确认切刀转向正确。(面对机头看为顺时针方向)
(4)启动水泵,确认喷水效果良好。
(5)启动脱水机,确认电机转向正确。
(6)启动滚桶振动筛,确认运转正常。
1、启动上料机。将喂料料斗积满料后再启动主电机控制系统。然后顺时针转动主机调速旋钮(注意应在启动主机前先将旋钮逆时针旋转到零位)。缓慢提高螺杆转速,螺杆空转时转速不得高于20r/min,时间短于2分钟。并确认机器运转正常以及空载电流正常后,再慢慢启动喂料装置,待机头有物料排出再逐渐缓慢地提高螺杆转速和双腕喂料机转速。升速时应待电流回落平稳后再升。并及时调整切粒速度,使生产出的粒子符合要求。升速调节过程中随时密切注意观察主机电流指标,原则上控制主机电流以不超过额定电流的80%为佳。同时注意整个机组各部位的运转情况,如噪音、振动、轴承升温、加热温度、主机电流等主要操作数据必须在常规范围内。若有异声,应及时停车处理。
2、软水冷却循环系统。各段筒体冷却管路装有手动截流阀及电磁阀,前者控制软水流量,后者与温控仪表联动自动控制软水通断。加料段筒体只装有手动截流阀,对于在加料口无熔融积料倾向的物料,此段冷却亦可不开。在开车启动阶段,软水循环系统不需使用,待主机运转平稳后,若某段筒体测试温度明显高于设定温度时,则可启动软水系统水泵,调节泵出口处旁路溢流阀,使泵出口压力控制在0.2-0.3MPa,然后微微打开需冷却的筒体段截流阀(不可猛然全开),等待数分钟观察该段温度变化情况,若无明显下降趋势或下降至某一新平衡温度,但超过允许值时,则可再适量调大或调小管路阀门。这一过程往往需一定反复方可达到要求。阀门开度调节确定后,对同一物料作业一般不需再进行调节。软水箱水温通过调节水箱冷却器进行水量控制。
3、试车后退回到50%-80%负荷试生产48小时,使所有运动部位经过"磨合"后再投入正常生产。

 复肥造粒机内衬橡胶板通过技术鉴定
复肥造粒机内衬橡胶板通过技术鉴定
复肥造粒机内衬橡胶板通过技术鉴定
铁岭橡胶工业研究设计院承担的“复肥造粒机内衬橡胶板”是国家“七五”重大技术装备科技攻关项目,现已在化工部主持下于1989年11月16日通过技术鉴定。
 造粒机钢带详解
造粒机钢带详解
造粒机钢带详解
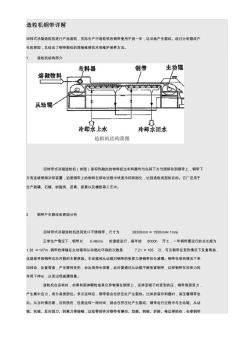
造粒机钢带详解 回转式冷凝造粒机进行产品造粒,实际生产中造粒机的钢带使用不到一年,边沿就产生裂纹。经过分析裂纹产 生的原因,总结出了钢带裂纹的焊接维修技术和维护保养方法。 1 造粒机结构简介 回转带式冷凝造粒机(如图)是将热融态的物料经过布料器均匀在其下方匀速移动到钢带上,钢带下 方有连续喷淋冷却装置,迫使钢带上的物料在移动过程中快速冷却和固化,达到造粒成型的目的。它广泛用于 生产硫磺、石蜡、树脂类、沥青、尿素以及橡胶等工艺中。 2 钢带产生裂纹的原因分析 回转带式冷凝造粒机选用进口不锈钢带,尺寸为 38300mm × 1500mm×1mm。 正常生产情况下,钢带以 0.48m/s 的速度运行,每年按 8000h 开工,一年钢带要运行的总长度为 1.38 ×107m,钢带的焊缝在主动辊和从动辊处环绕的次数是 7.21 ×105 次,可见钢带在受热情况下反复弯曲, 这就是导致钢带边沿开裂的主