目录:
项目1 自动门开关控制
1.1 项目背景及要求
1.1.1 项目背景
1.1.2 自动门控制要求
1.2 知识讲座:PLC发展历程与S7-200概述
1.2.1 第一台PLC的出现
1.2.2 继电器、梯形图逻辑到PLC的演化
1.2.3 PLC的进化
1.2.4 PLC的定义
1.2.5 PLC实现控制的原理
1.2.6 西门子S7-200 PLC
1.3 技能实训:安装编程软件与熟悉基本指令
1.3.1 任务一:安装S7-200编程软件
1.3.2 任务二:对简单电气控制线路进行编程并运行
1.3.3 任务三:利用位逻辑指令进行编程
1.3.4 任务四:利用定时器指令进行控制
1.3.5 任务五:增氧泵的定时控制
1.4 项目设计方案
1.4.1 自动门控制的硬件设计
1.4.2 自动门控制的软件设计
1.5 技术答疑
思考与练习
项目2 生产线自动控制
2.1 项目背景及要求
2.1.1 项目背景
2.1.2 生产线自动控制要求
2.2 知识讲座:PLC操作模式和梯形图设计
2.2.1 PLC实现控制的过程
2.2.2 S7-200 PLC的运行与停止模式
2.2.3 间接编址
2.2.4 根据继电器电路图设计梯形图的方法
2.2.5 根据顺序功能图设计梯形图的方法
2.3 技能实训:LAD程序编辑与编译
2.3.1 任务一:能熟练运用梯形图进行程序编辑与编译
2.3.2 任务二:掌握计数器指令并编程
2.3.3 任务三:掌握数据传送指令并编程
2.3.4 任务四:定制STEP 7-Micro/WIN
2.3.5 任务五:熟悉SCR指令并编程
2.3.6 任务六:计数用光电开关的安装、接线与测试
2.4 项目设计方案
2.4.1 生产线自动控制的硬件设计
2.4.2 生产线自动控制的软件设计
2.5 技术答疑
思考与练习
项目3 复卷机控制
3.1 项目背景及要求
3.1.1 项目背景
3.1.2 复卷机控制要求
3.2 知识讲座:子程序、中断程序与高速脉冲输入/输出
3.2.1 子程序
3.2.2 中断程序的类型
3.2.3 高速脉冲输入
3.2.4 高速脉冲输出
3.3 技能实训:中断应用与HSC/PWM/PTO向导的使用
3.3.1 任务一:I/O中断的处理
3.3.2 任务二:用T32中断控制LED灯
3.3.3 任务三:报警灯的中断控制
3.3.4 任务四:HSC向导的使用
3.3.5 任务五:PTO/PWM向导的使用
3.4 项目设计方案
3.4.1 复卷机控制系统的硬件设计
3.4.2 复卷机控制系统的软件设计
3.5 技术答疑
思考与练习
项目4 恒液位控制
4.1 项目背景及要求
4.1.1 项目背景
4.1.2 恒液位控制要求
4.2 知识讲座:模拟量输入输出与PID控制
4.2.1 PLC模拟量控制
4.2.2 西门子模拟量输入输出模块
4.2.3 PID基本概念
4.2.4 S7-200 EM235模块
4.3 技能实训:数据块和PID控制
4.3.1 任务一:数据块的操作
4.3.2 任务二:数据块与ASCII文件的转换
4.3.3 任务三:数据块的修正
4.3.4 任务四:整数计算指令
4.3.5 任务五:浮点数计算指令
4.3.6 任务六:复杂数据指令
4.3.7 任务七:运用数据指令解决模拟量输出案例
4.3.8 任务八:水位显示的PLC控制
4.3.9 任务九:PID标准指令的应用
4.4 项目设计方案
4.4.1 硬件接线
4.4.2 软件程序与调试
4.5 技术答疑
思考与练习
项目5 封口包装机装置
5.1 项目背景及要求
5.1.1 项目背景
5.1.2 封口包装机装置控制要求
5.2 知识讲座:温度检测、变频传动与人机界面
5.2.1 温度传感器与PLC温度模块
5.2.2 变频传动
5.2.3 人机界面TD400C
5.3 技能实训:封口机元器件测试
5.3.1 任务一:热电偶与PLC的硬件接线及其数据测试
5.3.2 任务二:固态继电器SSR的选择与安装
5.3.3 任务三:MM440变频器在封口包装机主传动中的应用
5.4 项目设计方案
5.4.1 封口包装机控制系统的设计原则
5.4.2 封口包装机的硬件部分
5.4.3 封口包装机的软件部分
5.5 技术答疑
思考与练习
项目6 泵站监控系统
6.1 项目背景及要求
6.1.1 项目背景
6.1.2 泵站监控要求
6.2 知识讲座:S7-200 PLC通信
6.2.1 小型PLC的基本配置
6.2.2 小型PLC通信系统
6.2.3 S7-200 PLC的通信方式
6.2.4 PPI通信
6.2.5 自由口模式
6.2.6 Modbus通信
6.3 技能实训:PLC通信模式的建构
6.3.1 任务一:两台S7-200通过PPI通信
6.3.2 任务二:利用自由口通信协议进行S7-200自由口接收
6.3.3 任务三:Modbus通信协议范例
6.4 项目设计方案
6.4.1 泵站监控的硬件设计
6.4.2 泵站监控的软件设计
6.4.3 监控程序的调试
6.5 技术答疑
思考与练习
参考文献
2100433B

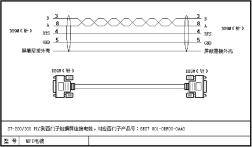 西门子S7-200、S7-300系列PLC编程电缆制作图(MPI电缆)(3)
西门子S7-200、S7-300系列PLC编程电缆制作图(MPI电缆)(3)
 西门子PLC S7-200的扩展
西门子PLC S7-200的扩展