压下螺丝文献

 螺丝
螺丝
螺丝
自攻螺钉底孔按下表数据绘制 螺纹规格 板厚 mm 底孔直径 mm 拧入力矩 N.m 三维 |cad| 机械 汽车 技术|catia|pro/e|ug|inventor|solidedge|solidw or s|caxa3 [1 D& s, j% |; g/ L: n ST4.2 1.0 3.2 0.866 www.3dportal.cn4 Q C, ~7 A' P 1.2 3.2 1.284 三维网技术论坛 & G& x- ^, N+ h 1.5 3.4 1.545 2.0 3.5 1.883 2.5 3.5 1.851 # E' A" P0 F* O. i/ A ST4.8 1.0 3.7 0.934 1.2 3.9 1.101 www.3dportal.cn+ w4 c9 |% Q+ n! e$ d+ X' b 1.5 3.9
 螺丝公式
螺丝公式
螺丝公式
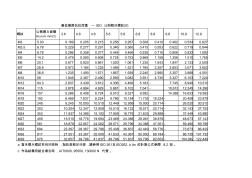
最低極限抗拉荷重 – ISO 公制粗牙螺紋 (tf) 螺紋 公稱應力面積 As,nom mm2 b 3.6 4.6 4.8 5.6 5.8 6.8 8.8 9.8 10.9 12.9 M3 5.03 0.169 0.205 0.215 0.256 0.267 0.308 0.410 0.462 0.534 0.627 M3.5 6.78 0.229 0.277 0.291 0.346 0.360 0.415 0.553 0.622 0.719 0.844 M4 8.78 0.296 0.358 0.377 0.448 0.466 0.538 0.716 0.806 0.932 1.092 M5 14.2 0.479 0.580 0.608 0.724 0.753 0.869 1.158 1.306 1.510 1.765 M6 20.1 0.677 0.820 0.861 1.020 1