一维炉
一维炉是一种用于开展煤燃烧的试验研究,而且能够应用于生物质、天然气、液体燃料及多种燃料混燃过程中的燃烧特性、污染排放特性等试验研究,也能够开展分级燃烧、烟气再循环和Oxy-fuel燃烧等过程的试验性装备。是目前国际上开展燃烧研究及污染物排放的最佳试验设备。
-

选择特殊符号
选择搜索类型
请输入搜索
一维炉是一种用于开展煤燃烧的试验研究,而且能够应用于生物质、天然气、液体燃料及多种燃料混燃过程中的燃烧特性、污染排放特性等试验研究,也能够开展分级燃烧、烟气再循环和Oxy-fuel燃烧等过程的试验性装备。是目前国际上开展燃烧研究及污染物排放的最佳试验设备。
非常不错的炉子,价格一般都消费得起,可以入手。
不便宜。作为享誉全球的供热设备制造商,拥有雄厚的热能技术沉淀和70多年的热能行业制造历史。集团拥有完善及丰富的产品线:涵盖燃气壁挂炉、燃气铸铁锅炉、家用小型燃气热电联产锅炉、热水钢制锅炉,燃气蒸汽锅炉...
还行啊,萨维奥的炉子,一般用10年都没问题

 强夯作用下成层地基的一维固结研究
强夯作用下成层地基的一维固结研究
强夯作用下成层地基的一维固结研究
强夯作用下成层地基的一维固结研究——在对强夯作用分析的基础上,建立了双层地基在强夯荷载下的一维固结方程;利用Laplace变换给出了土层内有效应力的解析解,提出了土层固结变形量的计算方法。由所推导出的公式可以看出,有效应力和固结变形量与土层的性质有...
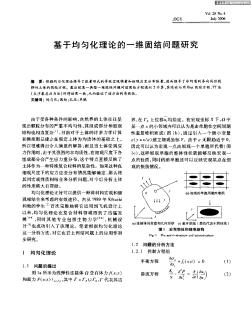 基于均匀化理论的一维固结问题研究
基于均匀化理论的一维固结问题研究
基于均匀化理论的一维固结问题研究
基于均匀化理论的一维固结问题研究——根据均匀化理论推导了张量形式的等效宏观模量和细观应变分布张量,进而推导了非均质的各向同性线弹性土体的固结方程。最后就某一典型一维固结问题对该固结方程进行了计算,其结论与用Biot固结方程、TT法(太沙基总应力法)所...
焦炉烘炉是指将焦炉由常温升温到转入正常加热(或装煤)温度的焦炉操作过程。烘炉需配置烘炉设施,所需热量由燃料燃烧供给;烘炉前制订烘炉图表,建立临时机构,准备好所需材料;操作时按烘炉原则控制炉体升温和膨胀;烘炉后期还需进行热态工程,以保证焦炉顺利开工和投入正常生产。烘炉初期排出砌体中水分,然后逐步提高立火道温度,最后达到可以正常加热(用气体燃料烘炉时)或开始装煤(用固体或液体燃料烘炉时)的温度 。
加热炉衬以去除其中的水分,增加其固结强度。在有气体燃料可以烧热风炉并加热鼓风时,采用热风烘炉,而在无气体燃料烧热风炉时,则要砌筑专门的炉灶以形成的热烟气烘炉。方法是将热风或热烟气从风口送入高炉,经炉顶放散阀排出。为了加热炉缸,各风口要装一个向下的吹管。炉缸如采用碳质炉衬,还需砌保护层以防烘炉过程中炭砖被氧化。
为防止升温速度不当引起炉衬开裂,要根据炉衬耐火材料特性制订烘炉温度曲线,并严格控制。烘炉过程中的炉顶温度,钟式炉顶者不超过400℃、无钟炉顶者不超过250℃以防损坏炉顶设备,为此风温通常不超过600℃。烘炉温度以风温为代表。炉顶温度通过增减风量和风温来调节。当炉顶废气中H2O含量降到大气H2O含量水平时,烘炉即告结束。凉炉时也要控制降温速度以免损坏炉衬。烘炉时间根据高炉容积和耐火材料种类不同,需5~10天。
转炉炉体包括炉壳和炉壳内的耐火材料炉衬,炉壳用钢板焊成。炉衬包括工作层、永久层及填充层三部分。
工作层由于直接与炉内液体金属、炉渣和炉体接触,易受侵蚀,普遍采用焦油白云石质或焦油镁砂质大砖砌筑炉衬。为提高炉衬寿命,已广泛使用镁质白云石为原料的烧成油浸砖,另外根据炉子各部位的工作条件和破损性质的不同,采用不同材质和厚度的砖组合砌筑。对侵蚀最严重的部位,如装料侧、渣线区、炉底等部位,使用具有耐火度高、高温强度大、抗炉渣侵蚀能力强等性能的优质耐火材料,我国大中型转炉采用镁碳砖。
填充层介于工作层与永久层之间,一般用焦油镁砂或焦油白云石料捣打而成。此层的作用是减轻炉衬膨胀时对炉壳的挤压,而且也便于拆除工作层残砖,避免损坏永久层。
永久层紧贴着炉壳钢板,其作用是保护炉壳。修炉时一般不拆除炉衬永久层。永久层通常是用一层镁砖或高铝砖侧砌而成。
炉壳由炉帽、炉身、炉底三部分组成。各部分用钢板加工成型后焊接和用销钉连接成整体。
(1)炉帽
炉帽通常做成截锥形,这样可以减少吹炼时的喷溅损失以及热量的损失,并有利于引导炉气排出。炉帽顶部为圆形炉口,用来加料,插入吹氧管,排出炉气和倒渣。为了防止炉口在高温下工作时变形和便于清除粘渣,普遍采用通入循环水强制冷却的水冷炉口。水冷炉口有水箱式和埋管式两种结构。
水箱式水冷炉口是用钢板焊成的,在水箱内焊有若干块隔板,使进入水箱的冷却水形成蛇形回路,隔板同时起筋板作用,增加水冷炉口的刚度。这种结构的冷却强度大,并且容易制造,但比铸铁埋管式容易烧穿。埋管式水冷炉口是把通冷却水的蛇形钢管埋铸于铸铁内。这种结构冷却效果稍逊于水箱式,但安全性和寿命比水箱式炉口高,故应用十分广泛。
炉帽通常还焊有环形伞状挡渣板(裙板),用于防止喷溅物烧损炉体及其支撑装置。
水冷炉口可用楔和销钉与螺帽连接,由于炉渣的黏结,更换炉口时往往需使用火焰切割,因此我国中、小型转炉多采用卡板焊接的方法,将炉口固定在炉帽上。
(2)炉身
炉身是整个炉子的承载部分,一般为圆柱形。在炉帽和炉身耐火砖交界处设有出钢口,设计时应考虑使堵出钢口方便,保证炉内钢水倒尽和出钢时钢流应对盛钢桶内的铁合金有一定的冲击搅拌能力,且便于维修和更换。
(3)炉底
炉底有截锥形和球形两种。截锥形炉底制造和砌砖都较为方便,但其强度比球形低,故在我国用于50t以下的中、小转炉。球形炉底虽然砌砖和制作较为复杂,但球形壳体受载情况较好,多用于120t以上的炉子。
炉帽、炉身和炉底三部分的连接方式因修炉方式不同而异。有“死炉帽,活炉图底”、“活炉帽,死炉底”等结构形式。小型转炉的炉帽和炉身为可拆卸式(如图2a),用楔形销钉连接。用这种结构采用上修形式。大中型转炉炉帽和炉身是焊死的,而炉底和炉身是采用可拆卸式的(如图2b),这种结构适用于下修法,炉底和炉身多采用吊架,T字形销钉和斜楔连接。