液态成型工艺及CAD文献

 液态硅橡胶注塑成型工艺
液态硅橡胶注塑成型工艺
液态硅橡胶注塑成型工艺
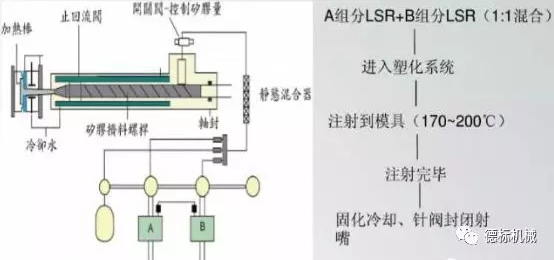
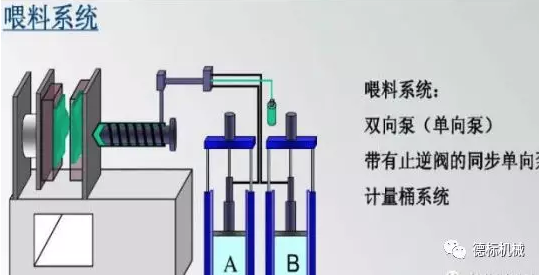
硅胶在市场上的运用因其不会释放有毒物质且触感柔软舒适, 能耐高温及低 温 (-60c~+300c) 良好物化性而被广泛运用, 很少有他种聚合物可与它匹敌。 强而有力的弹性体, 且更胜过橡胶的密封性, 优异的电绝缘性及对化学品、 燃料、 油、水的抵抗力,可应付不良环境之良好材料。 工业上如 : 油封、键盘按键、 电器绝缘料、汽车另件,生活用品如 : 奶嘴、人工导管、 呼吸器、蛙镜、皮鞋 球鞋内垫、食品容器 ⋯⋯等,硅胶可区分固态及液态,前者加工方式以热压移转, 后者原料则以射出成型为主,液态在设备投资及原料成本上虽较高,但其 生产 速度快,加工程度低及废料少等因素来观察, 利用液态硅胶射出成型, 在追求精 准、速度、自动化的注塑生产工业,必定是未来导向趋势。 从注塑机厂家的角度来看,发展 LSR射出成型机也是很有前景的, LSR射出成型机在机器配备上和一般塑料射出成型机最大的不同在于供料系
 液态硅橡胶注塑成型工艺解读
液态硅橡胶注塑成型工艺解读
液态硅橡胶注塑成型工艺解读
液态硅橡胶注塑成型工艺解读 硅胶在市场上的运用因其不会释放有毒物质且触感柔软舒适,能耐高温及低温 (-60c~+300c) 良好物化性而被广泛运用,很少有他种聚合物可与它匹敌。强而有 力的弹性体,且更胜过橡胶的密封性,优异的电绝缘性及对化学品、燃料、 油、 水的抵抗力,可应付不良环境之良好材料。 工业上如 : 油封、键盘按键、 电器绝 缘料、汽车另件,生活用品如 : 奶嘴、人工导管、 呼吸器、蛙镜、皮鞋 球鞋内 垫、食品容器⋯⋯等,硅胶可区分固态及液态,前者加工方式以热压移转,后者原 料则以射出成型为主,液态在设备投资及原料成本上虽较高,但其 生产速度快, 加工程度低及废料少等因素来观察,利用液态硅胶射出成型,在追求精准、速度、 自动化的注塑生产工业,必定是未来导向趋势。 从注塑机厂家的角度来看,发展 LSR射出成型机也是很有前景的, LSR射出成 型机在机器配备上和一般塑料射出成型机最大