指泵入口处液体所具有的总水头与液体汽化时的压力头之差,单位用米(水柱)标注,用(NPSH)表示,具体分为如下几类:
NPSHa——装置汽蚀余量又叫有效汽蚀余量,越大越不易汽蚀;
NPSHr——泵汽蚀余量,又叫必需的汽蚀余量或泵进口动压降,越小抗汽蚀性能越好;
NPSHc——临界汽蚀余量,是指对应泵性能下降一定值的汽蚀余量;
[NPSH]——许用汽蚀余量,是确定泵使用条件用的汽蚀余量,通常取[NPSH]=(1.1~1.5)NPSHc。
离心泵运转时,液体压力沿着泵入口到叶轮入口而下降,在叶片入口附近的K点上,液体压力pK最低。此后由于叶轮对液体作功,液体压力很快上升。当叶轮叶片入口附近的压力pK小于液体输送温度下的饱和蒸汽压力pv时,液体就汽化。同时,使溶解在液体内的气体逸出。它们形成许多汽泡。当汽泡随液体流到叶道内压力较高处时,外面的液体压力高于汽泡内的汽化压力,则汽泡又重新凝结溃灭形成空穴,瞬间内周围的液体以极高的速度向空穴冲来,造成液体互相撞击,使局部的压力骤然增加(有的可达数百个大气压)。这样,不仅阻碍液体正常流动,尤为严重的是,如果这些汽泡在叶轮壁面附近溃灭,则液体就像无数个小弹头一样,连续地打击金属表面。其撞击频率很高(有的可达2000~3000Hz),于是金属表面因冲击疲劳而剥裂。如若汽泡内夹杂某种活性气体(如氧气等),它们借助汽泡凝结时放出的热量(局部温度可达200~300℃),还会形成热电偶,产生电解,形成电化学腐蚀作用,更加速了金属剥蚀的破坏速度。上述这种液体汽化、凝结、冲击、形成高压、高温、高频冲击负荷,造成金属材料的机械剥裂与电化学腐蚀破坏的综合现象称为气蚀。
离心泵最易发生气蚀的部位有
a.叶轮曲率最大的前盖板处,靠近叶片进口边缘的低压侧;
b.压出室中蜗壳隔舌和导叶的靠近进口边缘低压侧;
c.无前盖板的高比转数叶轮的叶梢外圆与壳体之间的密封间隙以及叶梢的低压侧;
d.多级泵中第一级叶轮。
提高离心泵抗气蚀性能有下列两种措施:
a.提高离心泵本身抗气蚀性能的措施!
(1)改进泵的吸入口至叶轮附近的结构设计。增大过流面积;增大叶轮盖板进口段的曲率半径,减小液流急剧加速与降压;适当减少叶片进口的厚度,并将叶片进口修圆,使其接近流线型,也可以减少绕流叶片头部的加速与降压;提高叶轮和叶片进口部分表面光洁度以减小阻力损失;将叶片进口边向叶轮进口延伸,使液流提前接受作功,提高压力。
(2)采用前置诱导轮,使液流在前置诱导轮中提前作功,以提高液流压力。
(3)采用双吸叶轮,让液流从叶轮两侧同时进入叶轮,则进口截面增加一倍,进口流速可减少一倍。
(4)设计工况采用稍大的正冲角,以增大叶片进口角,减小叶片进口处的弯曲,减小叶片阻塞,以增大进口面积;改善大流量下的工作条件,以减少流动损失。但正冲角不宜过大,否则影响效率。
(5)采用抗气蚀的材料。实践表明,材料的强度、硬度、韧性越高,化学稳定性越好,抗气蚀的性能越强。
b.提高进液装置有效气蚀余量的措施
(1)增加泵前贮液罐中液面的压力,以提高有效气蚀余量。
(2)减小吸上装置泵的安装高度。
(3)将上吸装置改为倒灌装置。
(4)减小泵前管路上的流动损失。如在要求范围尽量缩短管路,减小管路中的流速,减少弯管和阀门,尽量加大阀门开度等。
以上措施可根据泵的选型、选材和泵的使用现场等条件,进行综合分析,适当加以应用。
什么叫气蚀余量?什么叫吸程?各自计量单位及表示字母?
答:泵在工作时液体在叶轮的进口处因一定真空压力下会产生液体汽体,汽化的气泡在液体质点的撞击运动下叶轮等金属表面产生剥落,从而破坏叶轮等金属,此时真空压力叫汽化压力,气蚀余量是指在泵吸入口处单位重量液体所具有的超过汽化压力的富余能量。单位为米液柱,用(NPSH)r表示。
吸程即为必需气蚀余量Δ/h:即泵允许吸液体的真空度,亦即泵允许几何安装高度。单位用米。吸程=标准大气压(10.33米)--气蚀余量--安全量(0.5)标准大气压能压上管路真空高度10.33米
如题:泵气蚀余量为5.0米,则吸程Δh=10.33-5.0-0.5=4.67米

 珠海电厂给水泵汽蚀余量的校核计算
珠海电厂给水泵汽蚀余量的校核计算
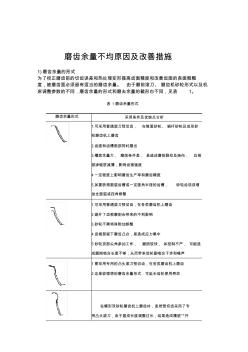 磨齿余量不均原因及改善措施
磨齿余量不均原因及改善措施