预应力钢绞线用轧花机文献

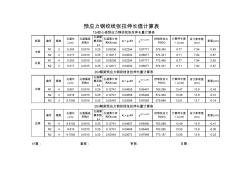 预应力钢绞线伸长值计算表
预应力钢绞线伸长值计算表
预应力钢绞线伸长值计算表
板型 编号 根数 孔道长 L(m) 孔道偏差 系数K 孔道摩 擦系数 μ 孔道累计转 角θ(rad) kL+μθ e -(kL+μθ ) 控制张拉力 P(KN) 计算伸长值 △L(cm) 设计参考值 (cm) 差值 (cm) N1 3 6.303 0.0015 0.25 0.05236 0.02254 0.97771 579.345 8.77 7.94 0.83 N2 3 6.317 0.0015 0.25 0.12217 0.04002 0.96077 574.331 8.71 7.84 0.87 N1 4 6.303 0.0015 0.25 0.05236 0.02254 0.97771 772.460 8.77 7.94 0.83 N2 3 6.317 0.0015 0.25 0.12217 0.04002 0.96077 574.331 8.71 7.84 0.87 编号 根数 孔