轧制技术基础
- 《轧制技术基础》是2013年10月哈尔滨工业大学出版社出版的图书,作者是霍晓阳、杨林。
-

选择特殊符号
选择搜索类型
请输入搜索
章 轧制工艺基础//1
1.1 轧材的种类及用途//1
1.2 产品标准和技术要求//5
1.3 轧材生产方法//6
1.4 轧制工艺流程//7
1.4.1 原料的准备//9
1.4.2 原料的加热//11
1.4.3 轧制制度的确定//15
1.4.4 钢材轧后冷却与精整//18
1.4.5 钢材质量的检查//19
复习题//20
第2章 轧制理论基础//21
2.1 轧制过程的基本概念//21
2.1.1 变形区主要参数//21
2.1.2 轧制变形的表示方法//24
2.2 轧制过程的建立//25
2.2.1 咬入条件//26
2.2.2 稳定轧制条件//27
2.2.3 最大压下量的计算方法//28
2.2.4 改善咬入条件的途径//29
2.3 轧制过程中金属的变形规律//30
2.3.1 横向变形——宽展//30
2.3.2 纵向变形——前滑和后滑//40
2.4 轧制压力及轧制力矩的计算//48
2.4.1 轧制单位压力理论//48
2.4.2 轧制压力的工程计算//54
2.4.3 轧制力矩及功率//61
2.5 连续轧制理论//69
2.5.1 连续轧制常数//69
2.5.2 连续轧制中的前滑//70
2.5.3 连续轧制中的堆拉系数//71
复习题//72
第3章 型材生产//74
3.1 型材特点//74
3.2 型材分类及典型产品//75
3.2.1 型材分类及用途//75
3.2.2 典型产品//75
3.3 型材轧制工艺//81
3.3.1 型材开坯//81
3.3.2 型材加热、轧制//81
3.3.3 型材精整//82
3.4 型材轧机分类及典型布置形式//82
3.4.1 型材轧机分类//82
3.4.2 型材轧机的典型布置形式//83
3.5 型材生产新技术//85
3.5.1 连铸异型坯//85
3.5.2 在线控轧控冷和余热淬火//85
3.5.3 热弯型钢//85
3.5.4 H型钢生产新技术//86
3.5.5 长尺冷却和长尺矫直//86
复习题//86
第4章 棒线材生产//87
4.1 棒线材品种及用途//87
4.1.1 棒线材品种及分类//87
4.1.2 棒线材的用途//87
4.2 棒线材生产工艺//88
4.2.1 棒线材开坯//88
4.2.2 棒线材加热和轧制//88
4.2.3 棒线材冷却和精整//89
4.3 棒线材轧机的布置形式及轧机类型//89
4.3.1 棒线材轧机类型//89
4.3.2 棒线材轧机的布置形式//90
4.4 棒线材的控制轧制及控制冷却和余热淬火//94
4.4.1 控制轧制//94
4.4.2 控制冷却和余热淬火//94
4.5 棒线材轧制的发展方向//100
4.5.1 连轧坯热装热送及连铸连轧技术//100
4.5.2 提高轧制速度//101
4.5.3 低温轧制//101
4.5.4 无头轧制//101
4.5.5 切分轧制//102
4.5.6 棒材轧后热芯回火工艺//102
复习题//103
第5章 板带钢的生产//104
5.1 概 述//104
5.1.1 板带钢的种类和用途//104
5.1.2 板带钢生产的技术要求//104
5.1.3 板带钢的生产特点//105
5.2 中厚板的生产//106
5.2.1 中厚板生产的发展//106
5.2.2 中厚板轧机种类//107
5.2.3 中厚板轧机的布置//109
5.2.4 中厚板生产工艺//110
5.3 热轧带钢的生产//116
5.3.1 原料准备//116
5.3.2 加热//117
5.3.3 轧制//117
5.3.4 冷却和卷取//121
5.3.5 精整//122
5.3.6 典型热轧带钢车间平面图//123
5.3.7 热轧带钢的其他生产方式//124
5.4 冷轧带钢的生产//126
5.4.1 冷轧带钢的要求和用途//126
5.4.2 冷轧带钢的生产工艺特点//127
5.4.3 冷轧带钢生产工艺过程和设备//130
5.5 板厚控制//142
5.5.1 板厚产生变化的原因//142
5.5.2 板厚控制原理//143
5.5.3 板厚自动控制系统AGC//144
5.6 板形控制//147
5.6.1 板形及板形缺陷//147
5.6.2 板形缺陷的成因//147
5.6.3 板形控制技术//148
复习题//149
第6章 钢管的生产//151
6.1 概 述//151
6.2 热轧无缝钢管生产//153
6.2.1 坯料制备//154
6.2.2 坯料加热//155
6.2.3 管坯穿孔//159
6.2.4 毛管轧制//162
6.2.5 钢管的精轧//165
6.2.6 钢管的冷却和精整//166
6.3 钢管的冷加工//168
6.3.1 钢管的冷轧冷拔工艺流程//168
6.3.2 钢管的冷轧//169
6.3.3 钢管的冷拔//171
6.3.4 冷旋压//173
6.4 焊管生产//174
6.4.1 连续炉焊钢管生产//174
6.4.2 高频焊管生产//176
6.4.3 UOE直缝焊管法//179
6.4.4 螺旋焊管法//181
复习题//182
第7章 特种轧制技术//184
7.1 多辊轧制//186
7.1.1 多辊轧机//186
7.1.2 森吉米尔轧机//186
7.2 辊 锻//189
7.2.1 辊锻原理和分类//189
7.2.2 辊锻机//190
7.3 楔横轧//197
7.3.1 楔横轧原理//197
7.3.2 楔横轧机//198
7.4 盘环件轧制//200
7.4.1 轧环原理//201
7.4.2 轧环机//201
7.5 旋 压//206
7.5.1 旋压的原理、分类和特点//207
7.5.2 旋压机//208
复习题//212
参考文献//213 2100433B
本书内容主要包括:轧制工艺基础,轧制理论基础,型材生产,棒线材生产,板带钢的生产,钢管的生产和特种轧制技术7部分。轧制技术是一门综合性极强的技术,它以塑性加工力学、材料加工金属学、材料加工摩擦学为基础,以钢铁产品轧制生产流程为主线,研究各类钢型材的生产工艺。
本书可作为材料成型与控制工程专业及材料科学与工程专业本科生教材,也可作为相关专业技术人员的参考书。
轧制板材的晶体,既受拉力又受压力,因此除以某些晶体学方向平行轧向外,还以某些晶面平行于轧面,此类织构称为板织构,常以{HKL}<UVW>表示。 参考资料: http://www.msa...
核心提示: 厚板轧制的特点是尺寸规格繁多、轧制中要求有展宽轧制。由于工作辊是处在受热膨胀及与轧件摩擦而不断受到磨损的综合影响下工作,所以辊形随时都在变化。因此,在不同阶段要安排...
资料已发。请查收

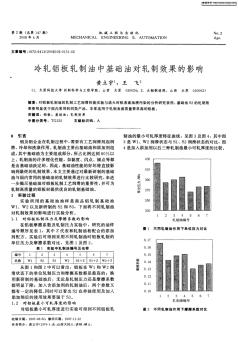 冷轧铝板轧制油中基础油对轧制效果的影响
冷轧铝板轧制油中基础油对轧制效果的影响
冷轧铝板轧制油中基础油对轧制效果的影响
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com
 热轧板带无头轧制技术
热轧板带无头轧制技术
热轧板带无头轧制技术
分析介绍了热带无头轧制技术在板带高效、高精度轧制中的作用,国外在常规热连轧线上实现无头轧制的技术特点、应用效果及进展,以及最新的ESP技术的特点和最新发展。同时,也简要介绍了国内对热带无头轧制技术的关注以及初步研究探索情况。实践证明,热带无头轧制在减量化板带生产,即低成本大批量生产薄和超薄规格板带,提高板带的组织性能稳定性、均匀性、成材率及板厚板形精度、实现部分"以热代冷"等方面效果显著,是推动节能减排和现代板带轧制技术发展的方向,具有重要的研究开发价值和应用前景。