异种难焊材料的焊接及应用文献

 铝-钢异种材料的焊接
铝-钢异种材料的焊接
铝-钢异种材料的焊接
铝-钢异种材料的焊接 铝合金具有密度小、 耐蚀性好、导电性及导热性高等优良特性, 使用铝合金来代 替钢能够大大降低焊接结构的质量。而钢具有良好的焊接性和力学性能,铝 -钢 焊接结构已广泛应用于汽车、轮船制造等行业。 铝的熔点为 660℃,比钢低 700-900℃,在焊接时,熔点低的铝先熔化,此时钢 仍未熔化,由于铝与钢的密度差别较大, 熔池中的铝会浮在钢上面, 冷却后会造 成焊缝成分的不均匀; 铝和钢之间的线膨胀系数相差较大, 会导致在焊接接头中 产生较大残余应力,会导致产生焊接裂纹。 为实现铝 -钢的可靠连接就需要克服铝及铝合金表面的氧化膜对连接的阻碍作用, 以及使铝合金与钢的界面上不生成或减少脆性金属间化合物。 现有的焊接方法是: 1、压焊 压焊就是在焊接过程中,对焊件施加压力(加热或不加热)以完成焊接的方法。 在焊接铝和钢时,常用爆炸焊、磁脉冲焊、搅拌摩擦焊、扩散焊等方法。 2、熔钎
 铜钢异种材料焊接
铜钢异种材料焊接
铜钢异种材料焊接
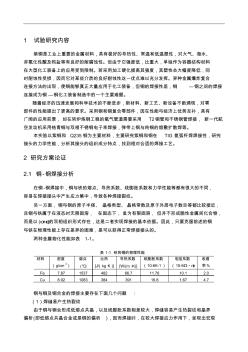
1 试验研究内容 紫铜是工业上重要的金属材料,具有极好的导热性、常温和低温塑性,对大气、海水、 非氧化性酸及钙盐等有良好的耐腐蚀性。但由于它强度低,比重大,单独作为容器结构材料 在大型化工装备上的应用受到限制。若采用加工硬化提高其强度,其塑性会大幅度降低,同 时耐蚀性受损,因而它对某些介质的良好耐蚀性这一优点难以充分发挥。异种金属爆炸复合 连接方法的出现,使铜能够真正大量应用于化工装备,但铜的焊接性差,铜 —钢之间的焊接 连接成为铜 —钢化工装备制造中的一个主要难题。 随着经济的迅速发展和科学技术的不断进步,新材料、新工艺、新设备不断涌现,对零 部件的性能提出了更高的要求。采用钢和铜复合零部件,因在性能与经济上优势互补,具有 广阔的应用前景, 如在转炉炼钢工程的氧气管道需要采用 T2铜管和不锈钢管焊接, 新一代航 空发动机采用铬青铜与双相不锈钢电子束焊接,弹带上钢与纯铜的熔敷扩散焊等。