造粒机
螺杆造粒机是一种可将物料制造成特定形状的成型机械。
-

选择特殊符号
选择搜索类型
请输入搜索
螺杆造粒机是一种可将物料制造成特定形状的成型机械。
1、用子母机,双螺进料。
2、减速箱要好,里面的齿轮必须经过热处理,轴承可调。
3、变速箱、螺杆、炮筒、机头及磨损部件要用经强度处理,寿命保证1年以上。
4、主要部件要用标准材质。
5、减速器和电机选购专业厂家生产套装的,不买造粒机厂家自己组装的。
6、要有配电工作柜。
7、设备最最关键的是螺杆和料筒质量要好。
8、洗料机一定要连续性生产,不需停机换水,用清洗水池,否则效率极低。
9、加温要分段,分段加温要均匀可控。
10、要有配套的废塑料清洗机,采用循环水,不用排放污水。
11、高效节电。
12、机的长径比不能超过20(在16:1-20:1为宜,也就是说螺杆长度是螺杆直径的16-20倍)。
13、型号不得小100,越大产量越高。
14、要有双排气。
15、造粒机法兰(模头)的加热功率十分重要,要按每平方厘米(截面积)2.5W进行设计。
传统的拉制条料方法是拉伸条料通过冷却段(最常用的是水浴),有时造成条料跌落或尺寸不一致。这最常见于熔融态强度较差的聚合物,如聚丙烯、聚酯和尼龙等。当条料跌落时,材料即报废,因此操作工需密切注意。如果条料拉制不一致,下游粒料需过筛。
塑料造粒机--功能:
采用特殊的螺杆设计及不同配置,适用于生产PP、PE、PS、ABS、PA、PVC、PC、POM、EVA、LCP、PET、PMMA等多种塑胶的再生及混色造粒。减速箱采用高扭矩的设计,实现了无噪音运转平稳等性能。螺杆,料筒经特殊的硬化处理,具有耐磨,混炼性能好,高产量的特性,真空排气或普通排气口的设计,能在生产过程中将水分,废气排走,使出料更稳定,胶粒更结实,保证了产品优良品质。
塑料造粒机--生产原理:
采用高温熔融、塑化、挤出的过程改变塑料的物理性能,达到对塑料的塑化和成型。
塑料造粒机--用途:
塑料造粒机主要用于加工废旧塑料薄膜(工业包装膜、农业地膜、大棚膜、啤酒包、手提袋等)、编织袋、农用方便袋、盆、桶、饮料瓶、家具、日常用品等,适用于大部分常见的废旧塑料,是废旧塑料再生行业用途最广,使用最广泛,最受用户欢迎的塑料再生加工机械。
水下造粒机与气流造粒机及喷水造粒机类似,设备部分主要涵盖:塑料造粒机、单双螺杆塑料挤出机、塑料吹膜机、制袋机、印刷机、涂布机、胶带机、胶带分切机、分切机、打包带机。改性配方方面以合金材料为主,尤其以PET、PC、ABS、(PP、PA)这些目前应用区域正在不断壮大的材料;塑料配方开发了保鲜膜、降解膜、PET增粘增韧等配方。不同的是它有一股平稳的水流流过模面,而与模面直接接触。切粒室的大小以恰足以使切粒刀自由地转动越过模面而不限制水流温度。熔融聚合物从口模挤出,旋转刀切割粒料,粒料被经过调温的水带出切粒室而进入离心干燥器。在干燥器中,水被排回贮罐,冷却并循环再用;粒料通过离心干燥器除去水份。
条料生产线成本不高,操作简便,且清洗便捷。这对色料配混来说有其优点,因为两批不同色料的更换必须彻底清洗设备。但是,造条方法的缺点是冷却段需占用空间,其长度按聚合物的温度要求来确定。
大多数聚合物在制成最终产品之前,必须配合混炼,然后造粒,成为可销售的原料。造粒机所需的功率与挤出量成正比关系,与滤网尺寸成指数关系。有许多不同的造粒器设计,但一切造粒器可以分为两大类:冷切粒系统和模面热切粒系统。二者的主要区别在于切粒过程时间的安排。冷切粒系统,在加工过程的末了从已固化的聚合物切粒;而在模面热切粒系统中,当熔融状态聚合物从口模出现时即进行切粒,而在下游对粒料进行冷却。两种切粒系统各有其优缺点。
冷切粒系统:冷切粒系统包括口模、冷却区(风冷或水冷)、干燥区(如果采用水冷)和切粒室。冷切粒系统有两大类,即片料造粒机和条料造粒机。
熔融的聚合物从热口模挤出,被地着模面旋转的旋转刀切成粒料。这种甘粒系统的特色是其特殊设计的喷水切粒室。水呈螺旋线绕因流动,直至流出甘粒室。粒料切下后,即被抛入水流,进行初步淬冷。粒料水浆排入粒料浆槽被进一步冷却,然后送入离心干燥器脱除水分。
条料造粒机的使用历史几乎与片粒造粒机同样悠久。包括口模、冷却段(水浴或鼓风机)、干燥段(如果采用水冷)和切粒刀。用挤出机或齿轮泵挤出熔融的聚合物通过一个水平安装的口模而形成条料(现代化的口模经过精密机械加工,均匀加热,以产出质量稳定的条料)。条料从口型排出后,即用鼓风机或空气/真空设施进行冷却,或用水浴冷却。如果采用水冷,条料需通过一个干燥段,用强制通风吹除水分,然后将条料送至切粒室。利用一对固定刀和旋转刀的剪切作用,把条料精确地切成所需长度。
什么样厂 会用到造粒机啊 单螺杆造粒机 双螺杆造粒机 (塑料造粒)
塑料造粒厂都用造粒机,电缆料,工程塑料,色母粒,弹性体等等都用
价 格:12000元/台 产 地:苏州 品 牌:GL 型 号:GLS
要说在造粒机的生产厂家,在国内生产厂家是非常多的,总的归类起来可分为:1、品牌厂家品牌厂家生产出来的设备质量有保证,技术更先进,但在价格上会比其他小作坊式的厂家生产出来的设备价格会有点偏高,如利拿实业...
造粒机的节能上可分为两个部分:一个是动力部分,一个是加热部分。
动力部分节能:大多采用变频器,节能方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到节能的效果。
加热部分节能:加热部分节能大多是采用电磁加热器节能,节能率约是老式电阻圈的30%-70%。
1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。
2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。
3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。
4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。
以上四点就是飞如电磁加热器,为什么能在造粒机上节能高达30%-70%的原因。
更改了螺杆的造型设计,加大了螺杆间的螺纹间距在加热时能够使塑料在机筒内充分的塑化熔融;采用变径式,在技术上增加了螺杆的相对使用寿命;材料上采用高强度38CrMoAlA提高了整个机器的性能。
机筒的设计采用45#钢经过精细加工后淬火处理具有较高的硬度和一定的耐磨耐腐蚀性能,并且在进料端出设置有一定大小的槽孔,方便进料。
加热系统由加热圈组成,分开分布在机筒外,均匀对机筒内的材料进行加热塑化,通过电柜上仪表控制,形成自动调节设定温度的变化。
为了达到机筒内温度的稳定,设计上在机筒底部增加了冷却风机,通过温度的自动控制当温度过高时自动冷却,增加了机筒温度稳定性。
为了保持挤出的塑料不会出现因温度降低,流动性不足,妨碍挤出。特定地在机头外增加了一定功率的加热圈,保证了出料的正常饱满。并且在机头上设置的出料孔为平行15孔型,加大了出料量增加了生产速度。机头结构式平行挤出机头,螺纹同料筒相连接,当更换网板时可以省时省力。
条料经过冷却系统的冷却后进入切粒机进行滚切成颗粒状,方便包装。在切粒机上设置着滚动进料轮,由电机的带动自动地将材料往机体内传送,机体内部的滚动刀片进行切断。
一、注意事项
1、造粒机要正向运转;避免倒转。
2、造粒机禁止空机无负荷运转,必须热机加料运转,这样可避免发生粘杠(抱轴)现象。
3、造粒机的进料口,放气孔内严禁进入铁器等杂物。以免造成不必要事故,影响安全正常生产。
二、造粒机工作过程中应注意事项
1、随时注意机身温度变化,用干净手触摸条子不沾手时,应立即升温。直至条子沾手为正常。
2、减速机轴承部位烧手时,或伴有噪音应停机及时检修,并补充加油。
3、主机轴承室两端轴承部位发烫烧手或有杂音时,要停机检修并加注黄油。正常工作时,轴承室每隔5-6天
加注黄油一次。
4、注意摸清机子的运行规律;如:机温高低,转速快慢,可根据情况,及时处理。
5、机身运转不稳定时,应注意检查连轴器吻合的间隙是否太紧,要及时调松些。
三、首次开机操作方法
1、开机前,首先升温约四五十分钟。将温度升到用手拉动电机三角带直至自如;按正常工作旋向连续拉动 八至 十次。然后继续升温十分钟左右,而后开机,但要继续加温,因为正常生产需要持续补充热量;
根据不同性质的塑料调节不同温度。
2、造粒机正常工作时,机温要保持稳定,不要忽高忽低。放气孔附近,直到机头部位温度要保持200℃左右(指丙料、乙料)。
3、入料要均匀,不能出现缺料现象。机子吃料速度与供料速度要配合适当。否则会影响颗粒的质量和产量。
4、停机时,主机要彻底切断电源。机头丝堵(带扳手部分)必须摘下来。待下一次使用前单独预热。

 造粒机钢带详解
造粒机钢带详解
造粒机钢带详解
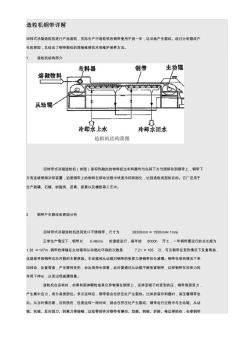
造粒机钢带详解 回转式冷凝造粒机进行产品造粒,实际生产中造粒机的钢带使用不到一年,边沿就产生裂纹。经过分析裂纹产 生的原因,总结出了钢带裂纹的焊接维修技术和维护保养方法。 1 造粒机结构简介 回转带式冷凝造粒机(如图)是将热融态的物料经过布料器均匀在其下方匀速移动到钢带上,钢带下 方有连续喷淋冷却装置,迫使钢带上的物料在移动过程中快速冷却和固化,达到造粒成型的目的。它广泛用于 生产硫磺、石蜡、树脂类、沥青、尿素以及橡胶等工艺中。 2 钢带产生裂纹的原因分析 回转带式冷凝造粒机选用进口不锈钢带,尺寸为 38300mm × 1500mm×1mm。 正常生产情况下,钢带以 0.48m/s 的速度运行,每年按 8000h 开工,一年钢带要运行的总长度为 1.38 ×107m,钢带的焊缝在主动辊和从动辊处环绕的次数是 7.21 ×105 次,可见钢带在受热情况下反复弯曲, 这就是导致钢带边沿开裂的主
锥形造粒机con。一type pelletixer由锥形回转容器组成它与其他类型的回转造粒机一样,物料投入容器内靠容器回转而造粒。
锥形造粒机con。一type pelletixer由锥形回转容器组成它与其他类型的回转造粒机一样,物料投入容器内靠容器回转而造粒。其结构如图1所示二容器的回转轴AB倾斜于水平线,其外壳母线cu亦倾斜于水平线,而C点高于D点粉状物料连续进人容器中并不断加人适量水。在容器转动的同时即可将粉料滚成粒状,粒状颗粒由C端向D端移动而排出机外。本机与圆筒形造粒机相比其特点是粒度较均匀。
每个地方或每个人的叫法都不同在这里我大致列举几个比较常用的名称:塑料造粒机、工程塑料造粒机、改性塑料造粒机、抽粒机、色母粒造粒机 、塑料挤出机、塑料颗粒机、聚丙烯造粒机等
填充母料造粒机分类
碳酸钙高填充母料造粒机、滑石粉填充母料造粒机、云母填充母料造粒机、木粉填充母料造粒机等。以下主要讲解下碳酸钙填充母料造粒机
碳酸钙高填充母粒造粒机介绍
生产工艺:密炼机——提升机——锥双喂料机——单螺杆造粒机-——对吹热切机头——一级旋风分离器——二级旋风分离器——加长风冷振动筛——成品料仓。 :密炼机的团状料经提升机,双腕喂料机,挤出机,切粒,冷却,筛分,终端料仓全部自动化流水作业。物料密炼后能强制进入单螺杆,螺杆全称分散,无过分摩擦热,分散效果优异。 碳酸钙高填充母粒造粒机整机性能: 髙效:800-1000KG/H、 节能:正常使用时电耗为整机的60%。 环保:前期工作设备为密封式工作环境,后期为团型状态减少了生产现在粉尘四处飞舞。 碳酸钙高填充母粒造粒机适应用于1电缆料造粒机如PVC。2功能母粒,3滑石粉填充母料4云母填充母料。
色母粒造粒机
色母粒造粒机简介 工程塑料、改性塑料、色母粒常规使用双螺杆造粒机就可以。色母粒造粒机基本结构形式:主计量喂料机——双螺杆主机 ——冷却水槽 ——吸干机 ——切粒机——色母粒料仓 适用于:共混合PC ABS/PA ABS/CPE ABS/PP EPDM/PA EPDM/PP SBS等 阻燃母粒:PP/PA/ABS/EVA/PBT等 阻燃剂,助剂 5.可降解母粒:PP/PE/PS等 淀粉,助剂等 工程塑料:PP/PA/PBT/ABS/AS/PC/POM/P PS/PET等加玻纤,碳纤 填充改姓:PE/PP/EVA等 碳酸钙,滑石粉,钛白粉,炭黑等 母粒系列:彩色母粒、塑料染色、白色母粒、炭黑母粒、高浓度母粒
色母粒造粒机特点:
色母料造粒机螺杆采用积木式原理设计制造。根据加工物料体系与工艺配方要求其长径比、机筒结构、螺杆排列、换网结构、排气数量及位置、加料方式、电气控制方式等,均可优化合理配置。实现多功能、多用途来适应加工高分子材料充分利用有限的空间设计最新式渐开线花键形式结构芯轴,保证最大的承载能力,实现高扭矩传送;采用计算机辅助设计的螺纹元件为啮合共轭型。具有优异的自洁功能,良好的互换性,其规格有输送块、混炼块、捏合块、逆流块及齿形盘等,通过适当的合理组合,实现物料的输送。塑化、剪切、分散、均化、排气、建压等,实现高分子材料的工艺加工过程2100433B
