自动探伤系统文献

 基于PLC的钢管自动探伤系统设计
基于PLC的钢管自动探伤系统设计
基于PLC的钢管自动探伤系统设计
基于PLC的钢管自动探伤系统设计——随着检测技术、电力电子技术和计算机技术的迅猛发展,本文利用可编程序控制器设计了钢管自动探伤系统。其优点如下:(1)可靠性好,性价比高。(2)设计快速灵活,功能强大。(3)具有故障检测和处理能力, 容易维护。(4)具有在线修改...

 2-探伤设备自动化
2-探伤设备自动化
2-探伤设备自动化
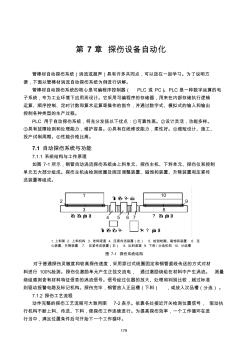
179 第 7章 探伤设备自动化 管棒材自动探伤系统(涡流或超声)具有许多共同点,可以放在一起学习。为了说明方 便,下面以管棒材涡流自动探伤系统为例进行讲解。 管棒材自动探伤系统的核心是可编程序控制器( PLC 或 PC)。PLC 是一种数字运算的电 子系统,专为工业环境下应用而设计。它采用可编程序的存储器,用来在内部存储执行逻辑 运算、顺序控制、定时计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出 控制各种类型的生产过程。 PLC 用于自动探伤系统,将充分发扬以下优点:①可靠性高。②设计灵活,功能多样。 ③具有故障检测和处理能力,维护容易。④具有在线修改能力,柔性好。⑤缩短设计、施工、 投产试制周期。⑥性能价格比高。 7.1 自动探伤系统与功能 7.1.1 系统结构与工作原理 如图 7-1所示,钢管自动涡流探伤系统由上料单元、探伤主机、下料单元、探伤仪和控制 单元五大部分组