窄间隙焊接文献

 水平钢筋窄间隙焊接技术
水平钢筋窄间隙焊接技术
水平钢筋窄间隙焊接技术
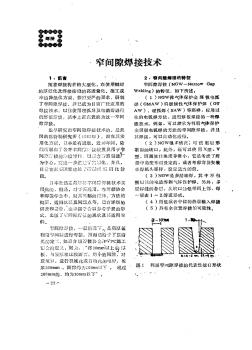
工程名称 第一卷 水平钢筋窄间隙焊接技术 第1章 焊接原理 水平钢筋窄间隙焊接,是将待焊钢筋的两个端头置于一个铜质模具内,在两 个钢筋端头之间留出一定的间隙,然后采用手工电弧焊连续焊接,使焊条熔化, 金属填满间隙,将两端钢筋结合成一体的焊接工艺(图 3-26-l )。 这种工艺适用于工业与民用建筑结构工程的直径 16~40mm的Ⅰ~Ⅲ级水平钢 筋的焊接。 第2章 焊接设备 1.焊接电源:可采用空载电压大于 75V的交流或直流电焊机,其二次电流的 容量应不小于 300A。 2.焊接模具:主要由铜质 U形模体、主体支座和夹紧装置等组成(图 3-26-2 )。铜模具的大小应与待焊钢筋直径相匹配,一般一种模具只宜用于两种直径的 钢筋焊接。 3.烘干焊条的烘干炉和保温筒等工具。 第3章 焊接工艺 第1节 焊接初期 将焊条在引弧板引弧后,迅速插入间隙底部一侧钢筋端部,待充分熔透根部 使熔池金属超过 l
