在炼油厂工艺装置换热流程进行了优化调整后,仍然有不少高温位余热(70~150℃)被冷却排掉。从系统和全厂来看,这些余热可能是有用的资源,可将其提供给许多需要高温热的用户,以代替蒸汽或其它高品位能源。在节能工作不断深入,欲降低装置及全厂能耗,高温热的回收利用是必不可少的,但由于高温热温度低,客观上存在着回收技术难度大、经济效益不高等问题。高温热的回收利用,需要在全厂建立配套的回收系统,通过一种载能工质(通常为水)把热从装置取出。为保证装置操作的安全可靠,可考虑恒定取热方式,通过在回收系统设置冷却器等手段来调节用热负荷的波动。
装置高温热的利用即是将装置中不能利用的高温热集中起来统一使用。回收的热量大多是空气冷却和水冷却的高温位部分,许多又是冷凝相变的部分,这就要求在装置回收高温热时,充分考虑系统的安全性和操作的可靠性。通常有如下做法:一是为解决各装置开停工不同步的问题,可保留已经存在的冷却系统,一旦上游装置发生故障时,能及时切换过去,以保证正常操作。二是采用可靠的换热设备,防止工艺物流泄漏,如采用U型管换热器等。为保证进装置热水温度恒定,在热水站应设冷却和加热系统。
中温热回收直接作一般加热用热源
根据中温热回收的温位,选择适宜的用户,不仅改变了用户原使用高、中温热源时所造成的过大能量传递损失,而且把高、中温热源顶替下来,这是高温热利用中最具吸引力的方案。
(1)加热装置高温物流
利用高温热取代生产中使用的高、中温位热源,不仅可直接减少生产能耗,而且由于生产用热大多属连续、负荷稳定的情况,节能幅度大、效益高,因此在安排高温热方案时,应优先考虑。这类用热有:①气体分馏、MTBE等加工装置原料及塔底重沸器加热;②催化剂厂洗涤水加热;③动力系统补充化学水、新鲜水加热;④油罐加热等。
(2)加热生活用水
随着劳保福利设施的不断完善,生活用能也相应增加。此外,随着企业的发展,办公楼、教育培训系统、科研设计院所用能也不断增加,这部分能耗影响到全厂综合能耗。如果以高温热取代上述用能,不仅可降低全厂综合能耗,用高温热水代替蒸汽使直接生产能耗也得以下降。这类用热一般分为两类:①用于厂区办公和生活采暖。这种用热虽为季节性使用,但由于用汽采暖往往超过国家采暖标准,且使用中存在许多浪费现象,因此效益还是相当可观的;②加热生活用水。这种用热一方面提高了职工生活水平,另一方面节省了业已存在的需用液化石油气热水器加热的洗澡、洗菜等热水,减少了液化石油气的使用。这种用热的特点为一年四季均需要,但用热负荷随昼夜变化而变化。因此在制定方案时,应考虑用热量减少时,如何保持系统平衡,取出热量。
中温热回收升级利用
高温热在优先用于连续、稳定的热负荷用户之后,就应考虑其过剩部分的升级利用。
(1)热泵
利用热泵技术提高物流的温度,使物流再用于生产过程,是一种有效利用高温热能的技术手段。热泵分为压缩式和吸收式两类。许多石油化工装置已成功地使用了压缩式热泵,取得了较好的节能效果。热泵一般用于需用热量温度与高温热物流温度差别不大的场合。过大的温差将不经济,制定方案时要慎重。
压缩式热泵在气体分馏装置应用较为普遍,用少量高质量电能代替原加热介质如蒸汽起到较为明显的节能作用。但随着高温热利用方案的优化,采用高温热水代替蒸汽作塔底重沸器热源,比压缩式热泵方案更为经济。
(2)制冷
高温热制冷主要是吸收式制冷。蒸汽溴化锂吸收制冷已得到普遍应用,用高温热代替蒸汽热源的氨吸收制冷也已投入工业应用。许多石油化工厂在节能改造和节能规划中考虑了采用高温热溴化锂吸收制冷的方案。高温热制冷的用途有两种。一是用于生产。在南方炎热的夏季,气温和循环水温度较高,产品的冷却温度难以满足要求,致使产品收率下降,损失增大。解决催化裂化吸收稳定“干气不干”的状况,除从工艺上改进外,利用高温热制取5~10℃冷冻水进一步冷却,也可使问题得到改善。例如,某炼油厂1983年就以催化裂化稳定汽油余热和系统乏汽为热源,在催化裂化装置的吸收稳定系统投用三台溴化锂吸收制冷机,改善了吸收稳定操作,半年就增加液化石油气产量14kt。1999年投产的某厂重油催化裂化装置采用溴化锂吸收制冷机制取7~12℃冷冻水,降低吸收剂温度,提高了液化石油气收率。实践证明该制冷设施运行平稳,操作可靠,效果明显,不失为吸收稳定操作解决瓶颈的一种新方法。二是用于办公和生活空调,减少电的消耗。氨吸收制冷与溴化锂吸收制冷原理相同。工质由溴化锂水溶液变为氨水溶液,氨吸收制冷温度可达-20~-40℃,可用于酮苯脱蜡装置的冷冻系统,使电耗大为下降。国内很早就有冷榨脱蜡装置用氨吸收制冷的先例;氨吸收制冷在化肥、化工行业应用较为普遍。对氨吸收制冷的驱动能源的选择十分关键,如采用乏汽和高温热,投资回收期约3a。
(3)发电
在大量过剩的高温热难以找到适宜的同级利用方案时,采用发电是一种适宜的途径。单纯采用高温热发电方案,投资大,发电效率低、投资回收期长,因此与生产供热、供冷结合起来,根据温位不同等安排不同用途,形成整体优化方案,是广为采用的一项中温热回收利用的方法。国内早在20世纪70年代末就开始了采用水或低沸点有机物工质的高温热发电技术的开发应用工作,其中以水为工质的发电-供热机组1983年在某炼油厂投产以来,一直运行正常。它以除盐水作工质,回收催化裂化和焦化两套装置8处高温热量总计33MW,水由44.5℃上升到124.2℃,经二次扩容、二级闪蒸后的蒸汽经汽轮机背压发电约2MW,扩容后的75℃热水向全厂供热10MW,系统综合效率达到了32.84%,综合发电效率为7.5%,按当时价格计算,工程总投资368×104RMB,每年净效益151.4×104RMB。1989年洛阳石油化工工程公司在对某炼油厂进行“八五”节能规划时,提出了在1983年建立的高温热发电系统的基础上扩大高温热源,实现供热-发电-制冷的联合方案。该方案的实施只增加投资1100×104RMB,使全厂能耗下降251.2MJ/t,投资回收期只1.62a,克服了单纯高温热发电投资高、回收期长的缺点。1998年投产的某石化总厂催化裂化装置,设置了高温热电站,回收装置高温热28MW,夏季发电3MW,冬季供热3.5MW后,多余热量发电1.9~2.5MW,取得明显的经济效益
(4)变热器
吸收式变热器是国外近年发展的一种中温热回收利用技术。通过变热器将高温热(如90℃热水)转化为两部分,一部分转化为较高温位的热量,用作加热热源;一部分降质为废弃的高温热量,通过冷却排弃。我国已将变热器技术列入高科技研究项目,研究的焦点是选用合适的工质,其难点是制取200℃左右的热量。普遍认为以含TFE(2,2,2-三氟乙醇)的混合物作为工质较适宜。制取150℃热量的变热器在吸收制冷技术的基础上加以改进即可实现。石化企业已开展了变热器的工程应用实验,高温热水温度提高30~40℃,取得了满意效果。
中温热回收研究结论
中温热回收利用是进一步深化节能的一个重要方面,已从用于局部生产装置用能优化扩大到用于全厂用能优化,使原来废弃不用且花费代价冷却的能量发挥了作用。中温热回收利用的前景是广阔的,其节能效果是显著的。
(1)挖掘高温热源,重点做好生产装置80℃以上冷却物流热量的回收。生产装置要考虑取热工程的切实可行并确保安全可靠。
(2)寻找合适用户。高温热用户各厂情况差异很大,要因地制宜。一些厂用户很多,高温热用量很大,回收的热量在用热高峰期仍满足不了用户需要;一些厂则相反,高温热多,用户少,这就要开发升级利用途径。
(3)制定可行方案。一般有三种方案:纯供热型;供热-制冷联合型和供热-制冷-发电型。
(4)开发高温热升级利用的新技术,如开发吸收式变热器技术,提高温位,便于利用。

 制氢装置中温余热回收技术改造
制氢装置中温余热回收技术改造
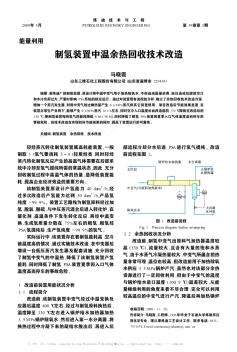
 低温余热回收热力机组
低温余热回收热力机组