铸造件加工文献

 铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法
铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法
铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法
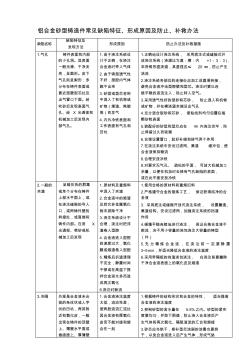
铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法 缺陷名称 缺陷特征及 发现方法 形成原因 防止办法及补救措施 1.气孔 铸件表面和内部 的小孔洞。其表面 一般光滑、干净发 亮,呈圆形。皮下 气孔则呈梨形;多 分布在铸件表面或 靠近型壁型芯处及 出气冒口下面。经 吹砂后发现表面气 孔、经 X 光透视和 机械加工后发现内 部气孔。 1.由于浇注系统设 计不正确,在浇注 合金液时带入气体 2.由于铸型透气性 不好,型腔内气体 跑不出来 3.砂型或型芯材料 中混入了有机物或 矿物(煤渣、焦碳 等)而发气 4.内外冷铁表面和 工作表面有气孔和 凹坑 1.正确地设计浇注系统, 采用底注式或缝隙式开 放浇注系统(浇道比为直:横:内 =1:3:3), 采用锥形直浇道,其直径应≤ 20 ㎜,防止产生 涡流 2.浇注系统各部位的连接处应加工成圆滑转接, 避免合金液冲击型腔壁和型芯。浇注时要以连 续平稳
 铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法
铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法
铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法
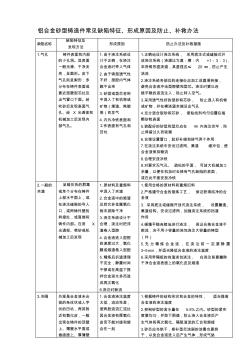
铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法 缺陷名称 缺陷特征及 发现方法 形成原因 防止办法及补救措施 1.气孔 铸件表面和内部 的小孔洞。其表面 一般光滑、干净发 亮,呈圆形。皮下 气孔则呈梨形;多 分布在铸件表面或 靠近型壁型芯处及 出气冒口下面。经 吹砂后发现表面气 孔、经 X 光透视和 机械加工后发现内 部气孔。 1.由于浇注系统设 计不正确,在浇注 合金液时带入气体 2.由于铸型透气性 不好,型腔内气体 跑不出来 3.砂型或型芯材料 中混入了有机物或 矿物(煤渣、焦碳 等)而发气 4.内外冷铁表面和 工作表面有气孔和 凹坑 1.正确地设计浇注系统, 采用底注式或缝隙式开 放浇注系统(浇道比为直:横:内 =1:3:3), 采用锥形直浇道,其直径应≤ 20 ㎜,防止产生 涡流 2.浇注系统各部位的连接处应加工成圆滑转接, 避免合金液冲击型腔壁和型芯。浇注时要以连 续平稳