面对未来形势发展和市场需求,中捷钻镗床厂在以总经理刘岩为首的领导班子带领下审时度势,以“改革、创新、突破”为工作主旋律,以“加速调整,实现转型”为总攻略,积极谋划企业未来发展规划,确保实现2015年企业规模突破30亿的战略目标。
为此,企业将以“造精品、塑品牌”为核心,继续坚持技术创新与技术进步总体原则,产品结构将通过普通产品OEM完成向数控产品转型;产品市场将由国内为主向国内外并重转型;钻削类产品领域将由一般机械行业向非金属板材、航空、铝型材加工等行业转型;产品研发将紧紧围绕市场和用户,着力形成AH系列、AFr系列、AP系列自动落地铣镗床,e系列、c系列、h系列卧式加工中心,滑座式钻削中心,龙门式数控钻床,e系列、mu系列门式五轴加工中心等10大系列战略产品,全力抢占数控产品市场制高点;采购外协将建立供应链战略同盟,形成品牌供应,达到互利共赢。
在机遇与挑战并存,困难与希望同在的新形势下,中捷钻镗床厂将继续高举创新旗帜,不断加快机制创新和产品结构调整,全面调整资源、全面加速结构调整,着力提高效率、着力提升水平,以实现企业全面升级,走出一条具有自主特色和自身特点的创新之路。
中捷钻镗床厂诚挚欢迎中、外朋友到我厂考察、交流与合作,我们愿意与客户携手并肩,紧紧抓住中央进一步振兴东北老工业基地的战略机遇,齐心协力、顽强拼搏、同舟共济、追求卓越,不断超越自我,不断迈向世界高端机床领域,为早日实现沈阳机床“既大又强,世界第一”的总体战略规划而不懈奋斗!
《企 业 荣 誉 一 览 》
1993年获国家技术监督局颁发的“采用国际标准产品标志证书”;
1997年获中国质量管理协会用户委员会颁发的“全国用户满意产品”;
1997年获CNAB“质量体系认证证书”;
1999年获九八—九九年度机械行业营销工作先进单位;
2000年被中国商品协会、中国质量协会评委“十佳品牌”;
2001年获辽宁省企业管理进步成果二等奖;
2001年获2001-2002年度中国“标准、计量、质量”技术完善知名企业称号;
2001年获“2001年中国市场同行业十大品牌”;
2001年获辽宁省政府颁发的“省政府第四届优秀新产品—金牌奖”;
2001年获“全省300家企业安全文明创建竞赛——优胜单位”;
2002年获“辽宁省企管理进步成果二等奖”;
2002年获中国质量检验协会颁发的“全国质量稳定合格产品”;
2002年被中国市场调查研究中心评为“中国质量无投诉 产品无缺陷企业”;
2003年获2003-2005年辽宁名牌产品;
2003年荣获中国质量协会办法的“全国质量效益型——先进单位”;
2004年获辽宁地区出口工业产品生产企业分类——一类企业证书;
2004年被中国产品质量信誉网评为“全国质量信誉保障产品”;
2004年被中国产品质量申诉处理网评为“全国质量服务消费者满意企业”;
2004年被中国质量协会、全国用户委员会评为“全国用户满意产品”;
2005年被中国产品质量信誉网评为“全国质量服务信誉双保障产品”;
2005年被中国质量网评为“全国质量诚信示范企业”;
2008年获沈阳机床集团“2007年规模贡献奖”;
2008年获沈阳机床集团“现场管理先进单位”;
2008年获沈阳市总工会颁发的“沈阳五"para" label-module="para">
2008年获“沈阳市创争学习型组织标兵班组”;
2008年被沈阳市人民政府评为“先进单位”;
2008年被中国质量协会、全国用户委员会评为“全国实施用户满意工程先进单位用户满意产品”;
2009年被沈阳市质量协会、用户委员会评为“沈阳市实施用户满意工程先进单位用户满意产品”;
2009年获沈阳机床集团“2008年管理创新奖”;
2009年中捷钻镗床厂摇钻加工车间被中国机械工业管理协会评为“优秀车间”;
2009年获“管理体系CE认证”;
2010年获管理体系认证证书——职业健康安全;
2010年获管理体系认证证书——环境管理;
2010年获管理体系认证证书——质量管理;
2010年获沈阳机床集团2009年度“最佳管理大奖”;
2010年被沈阳市质量协会评为“沈阳市用户满意产品”;
2010年被中国质量协会、全国用户委员会评为“全国用户满意产品”。2100433B

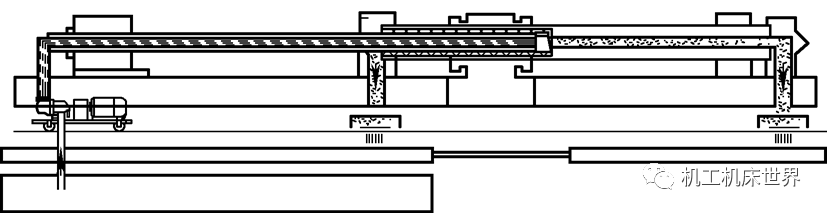
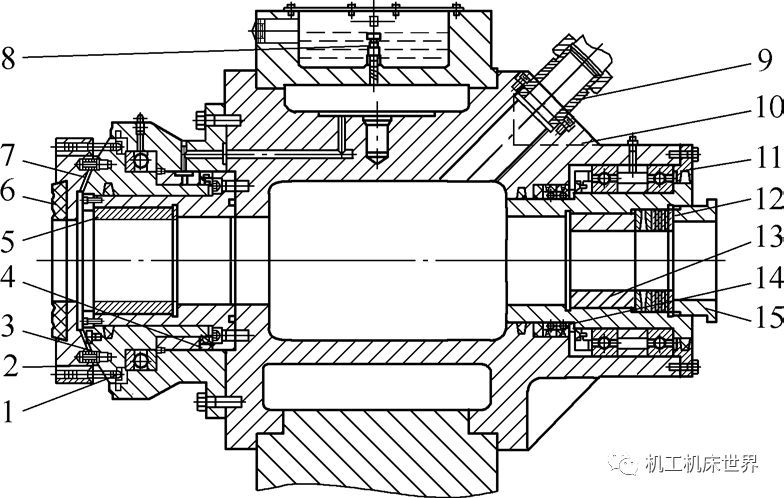
 深孔钻镗床钻杆支承套改进
深孔钻镗床钻杆支承套改进