转盘式超声波焊接机机器特点文献

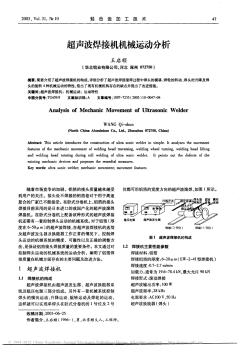 超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
 超声波焊接机操作指导书
超声波焊接机操作指导书
超声波焊接机操作指导书
版本号 页 码 执行日期 批准 日期 (受控文件专用章) 修改人 批准人版本号 修改号 修改内容概要 (或原因) 生效日期 A-0 0 首次发行 超声波焊接机操作指引 编写 审核 修 改 记 录 珠海市鹏辉电池有限公司 A-0 共1页第0页 文件编号 QS-W7-0 超声波焊接机操作指引 版本号 页 码 执行日期 7.4本机焊头网纹面使用寿命(在保持不退火状态下)一般为 10万次,当达到使用寿命或网纹磨 损时,可由机修进行修复后再使用; 8.0相关文件:《超声波点焊机使用说明书》。 7.0日常维护及注意事项: 7.1保持点焊机及其工作台清洁卫生; 7.2保持点焊头干净清洁,作业时网纹中不可夹杂其它硬物,尤其铁钉类,以免损伤机器或影响 焊接效果; 7.3长期焊接铝材会带来上下焊头的吸附,清定期视焊面情况用铜丝刷按焊头面网纹方向轻