铸铁T型槽平台文献

 T型槽平台与铝型材检验平台的区别
T型槽平台与铝型材检验平台的区别
T型槽平台与铝型材检验平台的区别
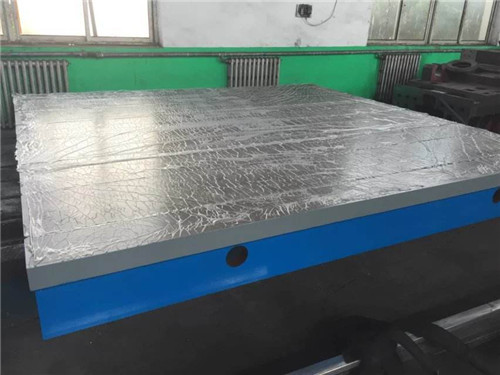
T型槽平台与铝型材检验平台的区别 发布人:河北冀重量具有限公司 发布时间: 2012-11-20 来源:网络 http://www.hbjzlj.com 铝型材检验平台的特点 1,上面为平面,人工铲刮上表面的平面度。 2,规格: 500*6000,600*6000(特殊规格根据需方图纸制作。 ) 3,精度:按国家标准计量检定规程执行,分别为 0、1、2、3四个等 级。 4,材质:高强度铸铁 HT200-300工作面硬度为 HB170-240,经过两次 人工处理(人工退火 600度-700度和自然时效 2-3年)使用该产品的精 度稳定,耐磨性能好。 铝型材铸铁平台有时和流水线配套使用,不可缺少的会遭受冲击力, 配套使用的架子一定要稳固,而且平台的面厚也要加强。 铝型材检验平台 :承重虽然不是很大,但是平台由于其特殊的形状, 所以高度应该保持在 300或者300以上,面板的厚度保持在
 铸铁T型槽方箱
铸铁T型槽方箱
铸铁T型槽方箱
铸铁 T型槽方箱 铸铁 T 型槽方箱,按 JB/3411.56-99 标准制造,材料 HT200,是机械加工中用于支撑和 定位工件的基础, 也可以用于钳工划线, 测量,焊接等用途。 一般精度可以分为 0 级、1 级、 2级、 3 级。方箱的精度标准在《中华人民共和国机械行业标准》 JB/T7974—2000 里可以查 到。选用精度标准时一般根据使用情况酌情而定。 3 级精度以上的方箱用做检验、划线、装 配等使用, 3 级精度以下的方箱一般用做铆焊等使用。 铸铁 T 型槽方箱是机械加工中用于支撑和定位工件的基础,也可以用于钳工划线,测量, 焊接等用途。 铸铁 T 型槽方箱材质: HT200-300 铸铁 T 型槽方箱规格:按客户要求设计生产。 铸铁 T 型槽方箱毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇 铸、落沙、清理、检验毛坯的各部位。 铸铁 T 型槽方箱机械加工:外观