阻焊层文献

 阻焊变压器
阻焊变压器
阻焊变压器
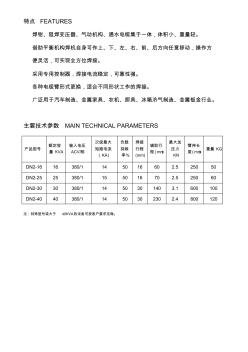
特点 FEATURES 焊钳、阻焊变压器、气动机构、通水电缆集于一体,体积小、重量轻。 借助平衡机构焊机自身可作上、下、左、右、前、后方向任意移动,操作方 便灵活,可实现全方位焊接。 采用专用控制器,焊接电流稳定,可靠性强。 各种电极臂形式更换,适合不同形状工作的焊接。 广泛用于汽车制造、金属家具、农机、厨具、冰箱冷气制造、金属钣金行业。 主要技术参数 MAIN TECHNICAL PARAMETERS 注:特殊型号或大于 40KVA的设备可按客户要求定做。 产品型号 额定容 量 KVA 输入电压 ACV/相 次级最大 短路电流 (KA) 负载 持续 率% 焊接 行程 (mm) 辅助行 程 ( mm) 最大加 压力 KN 臂伸长 度 ( mm) 重量 KG DN2-16 16 380/1 14 50 16 60 2.5 250 50 DN2-25 25 380/1 1
 电阻焊接标准
电阻焊接标准
电阻焊接标准
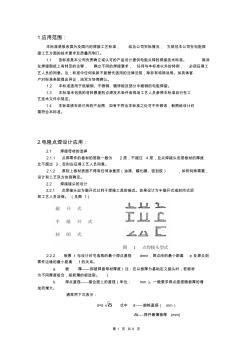
第 1 页 共 9 页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准, 结合公司实际情况, 为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。 除非 在焊接图纸上有特定的注释, 确立不同的焊接要求, 任何与本标准以外的特例, 必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1 焊接母材的选择 2.1.1 点焊零件的板材的层数一般