中小型硬轨数控铣床
- 中小型硬轨数控铣床(TK-1055CNC)主体部分由机台、鞍座、工作台、机身、机头等组成。它具有小型机的灵巧,有较大的切削能力,由多个系统同时进行工作。
-

选择特殊符号
选择搜索类型
请输入搜索
该机为中小型硬轨数控铣床,适应于小型模具及中小型零件的加工,主轴转速8000rmp,配有主轴冷却系统。它具有小型机的灵巧、又有大型机的稳定性和较大的切削能力;它可配专用的排屑机构进行集中排屑;系统可配三菱系统、法那科系统和金米勒系统。
由特殊丝杆及伺服电机分别组成,X、Y、Z三轴传动系统;
由三菱控制系统等控制机台的运动;
由冷却系统及油冷机对加工切削及主轴进行冷却;
由润滑系统给各传动进行润滑,降低磨擦阻力,增长机器的使用寿命;
可配有刀库实行自动换刀,节省换刀过程时间;
以第四轴及回转工作台可实现水平(第四轴)运动。

| TK系列 |
TK-1055 |
| X/Y/Z轴最大值(mm) |
1000/550/550mm |
| 主轴鼻端至工作台面(mm) |
110-660mm |
| 主轴中心至立柱面(mm) |
605 |
| 工作台尺寸(mm) |
1100×550mm |
| 工作台承受最大重量(Kg) |
800kg |
| T槽尺寸(中心距x槽宽x槽数) |
100×18×5mm |
| 主轴 |
|
| 主轴锥度 |
BT40 |
| 主轴转速(rpm) |
8000rpm |
| 主轴传动方式 |
皮带 |
| 主轴马达 |
7.5kw |
| 冷却 |
冷却液 |
| 轴向马达 |
|
| 进给率 |
2kw |
| x轴快速位移(M/min) |
18/24 m/min |
| y轴快速位移(M/min) |
18/24 m/min |
| z轴快速位移(M/min) |
18/24 m/min |
| 切削最大值(mm/min) |
6000 mm/min |
| 精度 |
|
| 定位精度(±mm) |
0.005mm |
| 重复定位精度(mm) |
0.003mm |
| 其它 |
|
| 电源需求(不间断)(KVA) |
17.5kva |
| 机台重量(Kg) |
6000kg |
| 空压需求 |
6kgs/85psi |
该机为中小型硬轨数控铣床,适应于小型模具及中小型零件的加工,主轴转速8000rmp,配有主轴冷却系统。它具有小型机的灵巧、又有大型机的稳定性和较大的切削能力;它可配专用的排屑机构进行集中排屑;系统可配三菱系统、法那科系统和金米勒系统。
由特殊丝杆及伺服电机分别组成,X、Y、Z三轴传动系统;
由三菱控制系统等控制机台的运动;
由冷却系统及油冷机对加工切削及主轴进行冷却;
由润滑系统给各传动进行润滑,降低磨擦阻力,增长机器的使用寿命;
可配有刀库实行自动换刀,节省换刀过程时间;
以第四轴及回转工作台可实现水平(第四轴)运动。
根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺,选择加工参数。通过手工编程或利用CAM 软件自动编程,将编好的加工程序输入到控制器。控制器对加工程序处理后,向伺服装置传送指令。伺服装置向伺...
铣床的数控x-y工作台设计295 设计目的 数控机床课程设计是机电一体化专业教学中的一个重要的实践环节,学生学完技术基础课和专业课,特别是“数控技术及应用”课程后应用的,它是培养学生理论联系实际...
(1)盘铣刀 一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。 (2)端铣刀 端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件。端铣刀除用其端刃铣削外,也常用...
TK系列 | TK-1055 |
X/Y/Z轴最大值(mm) | 1000/550/550mm |
主轴鼻端至工作台面(mm) | 110-660mm |
主轴中心至立柱面(mm) | 605 |
工作台尺寸(mm) | 1100×550mm |
工作台承受最大重量(Kg) | 800kg |
T槽尺寸(中心距x槽宽x槽数) | 100×18×5mm |
主轴 | |
主轴锥度 | BT40 |
主轴转速(rpm) | 8000rpm |
主轴传动方式 | 皮带 |
主轴马达 | 7.5kw |
冷却 | 冷却液 |
轴向马达 | |
进给率 | 2kw |
x轴快速位移(M/min) | 18/24 m/min |
y轴快速位移(M/min) | 18/24 m/min |
z轴快速位移(M/min) | 18/24 m/min |
切削最大值(mm/min) | 6000 mm/min |
精度 | |
定位精度(±mm) | 0.005mm |
重复定位精度(mm) | 0.003mm |
其它 | |
电源需求(不间断)(KVA) | 17.5kva |
机台重量(Kg) | 6000kg |
空压需求 | 6kgs/85psi |

 数控铣床简介
数控铣床简介
数控铣床简介
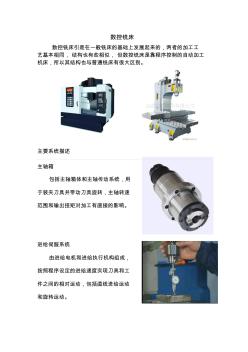
数控铣床 数控铣床引是在一般铣床的基础上发展起来的,两者的加工工 艺基本相同, 结构也有些相似, 但数控铣床是靠程序控制的自动加工 机床,所以其结构也与普通铣床有很大区别。 主要系统描述 主轴箱 包括主轴箱体和主轴传动系统,用 于装夹刀具并带动刀具旋转,主轴转速 范围和输出扭矩对加工有直接的影响。 进给伺服系统 由进给电机和进给执行机构组成, 按照程序设定的进给速度实现刀具和工 件之间的相对运动,包括直线进给运动 和旋转运动。 控制系统 数控铣床运动控制的中心, 执行数控加工程序控制机床进行 加工。 辅助装置 如液压、气动、润滑、冷却系统、排屑和防护等装置。 机床基础件 通常是指底座、立柱、横梁等,它是整个机床的基础和框架 数控铣床的特点 1、零件加工的适应性强、灵活性好, 能加工轮廓形状特别复杂或难以控制 尺寸的零件,如模具类零件、壳体类 零件等。 2、能加工普通机床无法加工或很难加 工
 数控铣床实训总结
数控铣床实训总结
数控铣床实训总结
数控铣床实训报告 2011 ~ 2012 学年 第 一 学期 院 (部) 工 程 技 术 学 院 教 研 室 机 械 教 研 室 课程名称 《数控加工编程及操作》 班 级 09 机电(普招) 姓 名 李 成 学 号 200925040152 完成日期 2011/11/12 实 训 任 务 书 一、目的与要求 通过实训,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床, 熟练数控机床的日常维护及常见的故障的判断和处理, 进一步掌握数控程序的编 程的方法,以便能够系统、 完整的掌握数控技术, 更快更好的适应机械专业的发 展和需要。 1、了解数控铣床的基本结构和加工特点 2、熟悉操作面板及功能键的使用 3、通过零件的加工实践,熟练掌握数控铣床的操作方法 4、掌握洗削过程中,数控加工工艺过程处理 5、能够独立用手工编程并对零件进行加工 二、任务说明 按图纸