铸造工艺设计及铸件缺陷控制文献

 大型铝合金曲面铸件的铸造工艺设计
大型铝合金曲面铸件的铸造工艺设计
大型铝合金曲面铸件的铸造工艺设计
针对大型铝合金曲面铸件净重1100kg、壁厚差大(由94mm到32mm)的特点,在铸造工艺设计上,提出了用树脂砂组芯造型法生产,选用扩张式浇注系统,在铸件热节处采用明冒口、内冷铁和外冷铁相结合的方法解决了缩松、缩孔问题,采用泡沫陶瓷过滤片解决二次氧化渣的夹渣问题,采用在冒口根部设置过滤网的办法解决了大型铝冒口难清理的问题,成功地浇注出符合技术要求的大型铝合金曲面铸件。
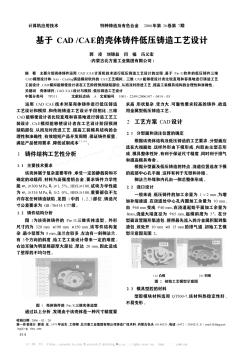 基于CAD/CAE的壳体铸件低压铸造工艺设计
基于CAD/CAE的壳体铸件低压铸造工艺设计
基于CAD/CAE的壳体铸件低压铸造工艺设计
主要介绍壳体铸件运用CAD/CAE计算机技术进行低压铸造工艺设计的过程、基于Pro/E软件的低压铸件三维CAD模型设计和Any-Casting铸造模拟软件的CAE工艺模拟。三维CAD能够使设计者比较直观和容易地进行铸造工艺工装设计,CAD模拟能够使设计者在工艺阶段预测缺陷部位,从而及时改进工艺,提高工装模具结构的合理性和准确性。