
炊具在生产过程中,锅体的外部需要喷涂高温油性漆进行上色,使用的托具和罩具会粘附高温油性漆。此时需要定期对托具和罩具进行清洗,避免高温油性漆积累,最终甩到干净的锅身上,影响产品质量和生产节奏。合适的脱漆剂能够兼容各种材质的工件,缩短浸泡时间,提高生产效率。客户的烦恼:使用松香水进行脱漆工作,价格便宜但有效率低、效果一般的缺点。
客户主要生产铝制品和不锈钢制品炊具,其中锅具外锅身喷高温油性漆,生产中相应的配件:罩具、托具需要用清洗剂定期(约1小时)清洗。
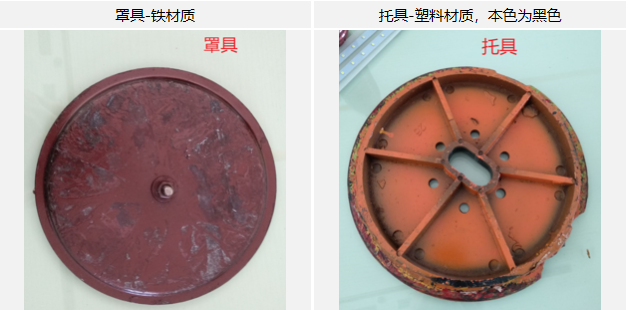
● 罩具:铁
● 托具:塑料
喷涂工艺:高温油性漆通过喷头喷涂到外锅身。● 喷头将高温漆喷到外锅身,托具支撑锅体,罩具遮盖锅体底部。
● 托具和罩具一般在流水线上循环5-6次(约为1小时)后取下进行清洗。

托具、罩具循环使用约1个小时后,会积累一定的高温漆在表面,此时需要清洗剂清洗,避免残留物流到或甩到干净的锅体上,影响产品表面喷涂质量,导致返工。

清洗时用毛刷刷洗
存在的问题:清洗效率低,脱漆能力一般。● 松香水有一定的挥发性,对员工的身体造成潜在的危害。存在的问题:清洗效率低,脱漆能力一般。
● 清洗效率有限
需要解决的问题:缩短脱漆时间。根据高温漆样品进行调整,脱漆剂需满足以下要求:
● 提高清洗效率,浸泡时间在10分钟之内,即可以清洗。(生产线节奏快,需要缩短浸泡时间)
● 与塑料、铁材质相容。
● 排放处理方便,不对环境造成污染。
实验室试验情况1. 实验目的
对高温漆样品进行脱漆试验,考察脱漆性能。
2.实验样品及设备

3.实验步骤
① 将Coomcool CLN DW 105脱漆剂加入恒温槽中,恒温至60℃。
② 控制液位高度,因需要对比清洗效果,故进行半面脱漆处理。
③ 将罩具置入恒温槽中,静置5分钟。

④ 将上述样品取出后用自来水正常水压冲洗

以上就是科美克的技术人员为大家介绍的关于脱漆剂的客户案例,科美克作为高品质金属成型加工液和特种润滑剂的制造商,专注于金属加工润滑的化学品研发和设计,尤其在成型加工领域表现杰出,产品涉及各类成型加工领域,例如:冲压成型、拉拔成型、微量润滑等。详细可登陆我们的官网:http://www.runsun021.com




