
作者:韩国兴
单位:中国南方航空工业(集团)有限公司
来源:《金属加工(冷加工)》杂志
叶片榫齿结构广泛应用在航空机械领域中,因其尺寸精度高,常用于叶片零件的精定位。叶片榫齿定位装置作为定位叶片零件的机构,其定位的准确性直接影响到以榫齿为定位基准的叶片其他参数的测量结果。下面以动力涡轮叶片中榫齿定位为基准,测量叶片带锥度的下缘板的交点尺寸为例,设计具有榫齿定位装置的测具。

零件简图及工艺要求
图1、图2所示为零件的工艺要求。在测量时将叶片零件安装在具有叶片榫齿定位装置的测具上测量时,利用榫齿定位装置固定零件榫齿部分,再通过打表测量交点至榫齿对称中心的距离h,即测量尺寸。

图 1
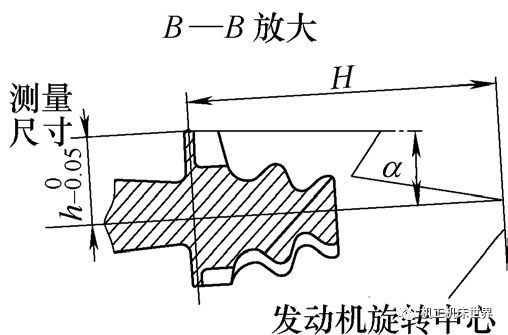
图 2

背景技术
原有的叶片榫齿定位装置,是按照与榫齿对配使用的榫槽的结构尺寸设计的,拟合叶片齿形且沿着榫齿的轴线方向开了宽为2mm的槽,定位件材料选用弹簧钢,榫齿装夹时可以通过紧固定位件上的螺钉来夹紧零件。结构如图3所示。
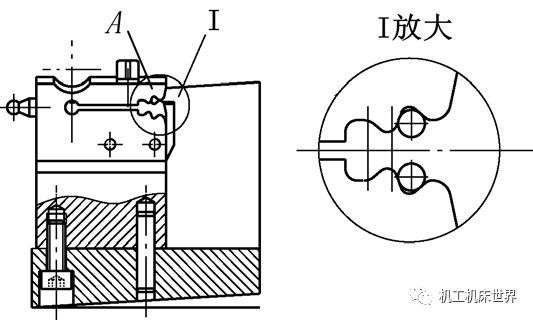
图 3
原有叶片榫齿定位结构的定位件为模拟对配零件的榫槽尺寸设计的,为了满足装配,定位件间的空间需要比榫齿的尺寸大,因此当紧固螺钉使定位装置夹紧零件时,会出现两种情况:①夹紧零件时,图3A处向下运动从而夹紧叶片榫头,这时所采用的榫槽尺寸实际上因A处的变化而不对称,加上叶片的榫齿中心与定位件间的空间尺寸存在间隙而产生重合偏差。②定位件的A处因螺钉夹紧而变化,使得榫槽尺寸无法定检,测具稳定性无法保证。因为上述缺陷的存在,使现有技术设计的叶片榫齿定位装置的测量精度较差。

卡齿式叶片榫齿定位装置的齿形设计
榫齿结构放大图如图4所示,榫齿的主要尺寸见图中的标注以及6个尖点的交点尺寸(此处未作标注)。
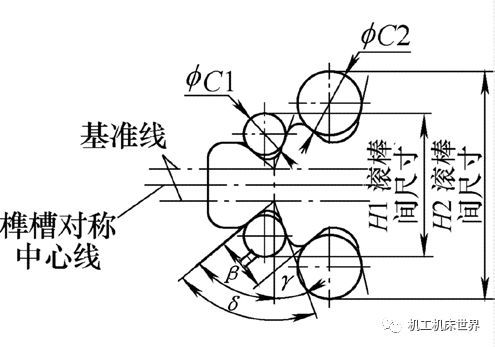
图 4
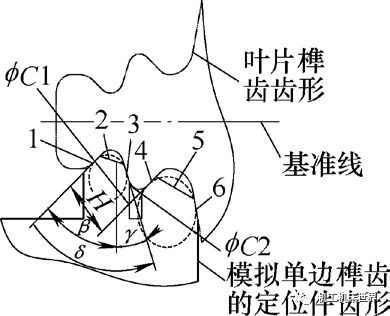
图 5
按照榫齿结构及其滚棒尺寸作图,设计出的榫齿定位装置齿形如图5所示。φ C1、φ C2与滚棒尺寸一致,面1、面3、面4和面6为φ C1、φ C2与榫齿齿形角(β 、γ 和δ )一致的面相切的切面,面2、面5为卡齿的顶面,限制面1、面3、面4及面6切面的长度,让开零件,避免干涉。

卡齿式叶片榫齿定位装置在测具上的应用
卡齿式叶片榫齿定位装置是模拟单边榫齿的齿形设计,还需给一个压紧力才能将零件固定住。测具如图6所示。

图 6
1.底座 2.支撑 3.碟形螺钉
4.橡胶定位块
图6 所示的橡胶定位块与带动其运动的碟形螺钉以及支撑一起固定在定位座上,设置在卡齿的上方,当叶片榫齿与卡齿配合好后,碟形螺钉带动橡胶定位块将叶片榫齿与卡齿压紧,避免叶片榫齿发生窜动而降低测量精度。选用橡胶定位块是为了面接触零件榫齿,避免点接触压紧使零件榫齿不能与卡齿完全接触,导致定位不准。

结语
卡齿式榫齿定位装置实现了如下技术效果:采用多个卡齿代替现有的叶片榫槽齿形定位件,卡齿通过定位斜面与需定位的叶片榫齿的齿面配合,从而避免了叶片榫齿中心与定位件间的空间尺寸存在间隙,而产生重合偏差的问题。卡齿之间不相对移动,避免了定位件间的空间尺寸无法定检的问题。卡齿式叶片榫齿装置依靠多个卡齿与叶片榫齿实现更可靠的配合,并且卡齿式叶片
榫齿定位装置自身的稳定性良好,因此具有更好的测量精度。




