精品文献
12mm钢板
12mm钢板开坡口的平对接焊单面焊双面成型
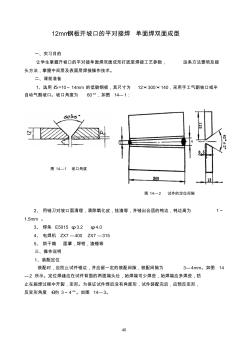
40 12mm钢板开坡口的平对接焊 单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数, 运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用 δ=10~ 14mm 的低碳钢板,其尺寸为 12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为 60°,如图 14— 1: 图 14—1 坡口角度 图 14—2 试件的定位间隙 2、 用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为 1~ 1.5mm 。 3、 焊条 E5015 φ3.2 φ4.0 4、 电焊机 ZX7—400 ZX7 —315 5、 烘干箱 面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为 3—4mm。如图 14 —2 所示。定位焊缝应在试件背面的两面端头处,始焊端可少
12mm钢板开坡口的平对接焊单面焊双面成型
40 12mm钢板开坡口的平对接焊 单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数, 运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用 δ=10~ 14mm 的低碳钢板,其尺寸为 12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为 60°,如图 14— 1: 图 14—1 坡口角度 图 14—2 试件的定位间隙 2、 用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为 1~ 1.5mm 。 3、 焊条 E5015 φ3.2 φ4.0 4、 电焊机 ZX7—400 ZX7 —315 5、 烘干箱 面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为 3—4mm。如图 14 —2 所示。定位焊缝应在试件背面的两面端头处,始焊端可少