精品文献
不锈钢板焊接
厚不锈钢板焊接
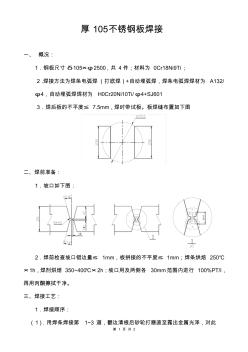
第 1 页 共 2 厚 105不锈钢板焊接 一、 概况: 1.钢板尺寸 δ105×φ2500,共 4件;材料为 0Cr18Ni9Ti; 2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为 A132/ φ4,自动埋弧焊焊材为 H0Cr20Ni10Ti/φ4+SJ601 3.焊后板的不平度≤ 7.5mm,焊时带试板。板焊缝布置如下图 二、焊前准备: 1.坡口如下图: 2.焊前检查坡口错边量≤ 1mm,板拼接的不平度≤ 1mm;焊条烘焙 250℃ ×1h,焊剂烘焙 350~400℃×2h;坡口用及两侧各 30mm范围内进行 100%PT/I, 再用丙酮擦拭干净。 三、焊接工艺: 1.焊接顺序: (1).用焊条焊接第 1~3 道,翻边清根后砂轮打磨直至露出金属光泽,对此 第 2 页 共 2 坡口进行 100%PT/I,合格后再用焊条焊接第 4~8道; (2).翻边后用自动埋弧焊

不锈钢板焊接工艺
1 不锈钢板焊接工艺 1、 使用范围 本工艺适用于以各种不锈钢为复材、 低碳钢或低合金钢为基材总 厚度大于或等于 4mm的不锈钢复合板的焊接。 2、 焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择 25%Cr-13%Ni 型或 25%Cr-20%Ni 型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%Ni-Mo 型焊条。 2.2 常用不锈钢复合板焊接材料可按下表选取 。 表—1 常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质 过渡层焊接 复层焊接 焊条 牌号 焊条型号 焊条 牌号 焊条型号 焊丝钢号 0Cr18Ni9 A302 A307 A062 A402 A407 E309-16 E309-15 E309L-16 E310-16 E31