精品文献
不锈钢管焊接工艺评定报告
高压不锈钢管焊接工艺
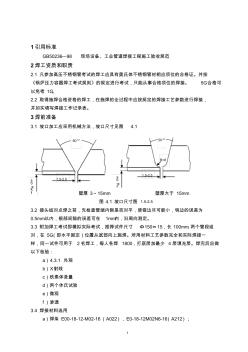
1 1引用标准 GB50236—98 现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1 凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。 5G合格可 以免考 1G。 2.2 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1 坡口加工应采用机械方法,坡口尺寸见图 4.1 壁厚 3~15mm 壁厚大于 15mm 图 4.1 坡口尺寸图 1.5-2.5 3.2 接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在 1mm内,沿周向测定。 3.3 附加焊工考试即模拟实际考试,推荐试件尺寸 Ф150×15,长 1
不锈钢焊接工艺评定报告PQR
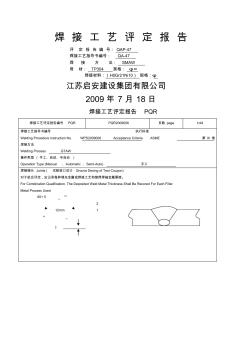
焊 接 工 艺 评 定 报 告 评 定 报 告 编 号: QAP-47 焊接工艺指导书编号: QA-47 焊 接 方 法: SMAW 母 材: TP304 规格: φ× 焊接材料:(H0Gr21Ni10) 规格:φ 江苏启安建设集团有限公司 2009年 7月 18日 焊接工艺评定报告 PQR 焊接工艺评定报告编号 PQR PQR2009006 页数 page 1of4 焊接工艺指导书编号 执行标准 Welding Procedure Instruction No. WPS2009006 Acceptance Criteria ASME 第 IX 卷 焊接方法 Welding Process GTAW 操作类型 ( 手工、自动