精品文献
承插式电熔连接
HDPE管电熔连接
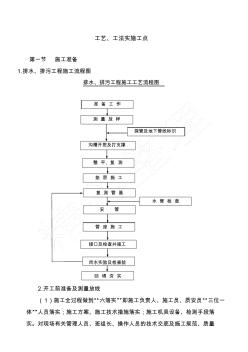
工艺、工法实施工点 第一节 施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到“六落实”即施工负责人、施工员、质安员“三位一 体”人员落实;施工方案、施工技术措施落实;施工机具设备、检测手段落 实。对现场有关管理人员、班组长、操作人员的技术交底及施工规范、质量 准 备 工 作 测 量 放 样 探管及地下管线标识 沟槽开挖及打支撑 整 平、复 测 垫 层 施 工 复 测 管 基 水 管 检 查 安 管 管 座 施 工 接口及检查井施工 闭水实验及检查验 回 填 夯 实 验收标准交底落实,各级人员的岗位职责落实,安全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法,报请监理工程师批准后方可开 工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置
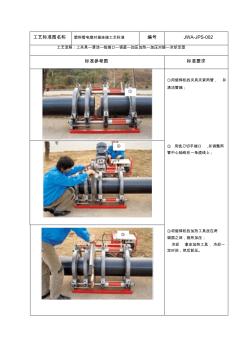
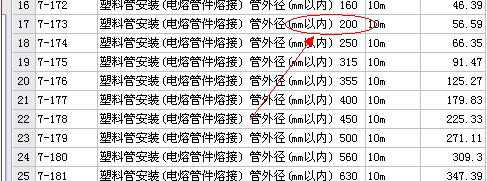
2.塑料管电熔(承插、对接)连接工艺标准
工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 定时间,然后卸压。 ① ② ③ ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15Mpa 预热时卷边高度(