精品文献
从下往上电焊点焊技巧
 热镀锌高强钢点焊的电极磨损对焊点质量的影响
热镀锌高强钢点焊的电极磨损对焊点质量的影响
热镀锌高强钢点焊的电极磨损对焊点质量的影响
试验研究了热镀锌高强钢点焊的电极磨损规律,同非镀层低碳钢相比,热镀锌高强钢点焊的电极寿命低、点蚀磨损特征变化明显.在此基础上分析电极磨损对焊点质量影响,电极磨损初期阶段,热镀锌高强钢点焊的飞溅严重、焊点表面产生微裂纹程度大,导致焊点质量下降.最后根据电极磨损对焊点微裂纹与熔核直径影响的试验结果,以微裂纹长度不超过0.25 mm的电极端面电流密度为标准,确定电流递增工艺方案,以减小严重电极磨损对焊点质量的影响.
焊点标准SMT
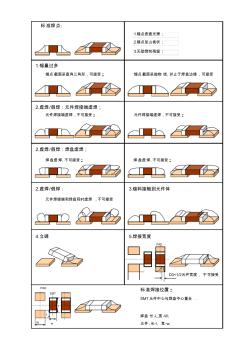
标准焊点: 1.锡量过多 2.虚焊 /假焊:元件焊接端虚焊; 2.虚焊 /假焊:焊盘虚焊; 2.虚焊 /假焊: 3.锡料接触到元件体 4.立碑 5.焊接宽度 PAD D3<1/2元件宽度, 不可接受 1.锡点表面光滑 ; 2.锡点呈山坡状 ; 3.无助焊剂残留 ; 焊盘虚焊,不可接受; 元件焊接端和焊盘同时虚焊 ,不可接受 锡点截面呈直角三角形 ,可接受; 元件焊接端虚焊 ,不可接受; 锡点截面呈拋物 线,并止于焊盘边缘,可接受 元件焊接端虚焊 ,不可接受; 焊盘虚焊,不可接受; 元件 :长-l, 宽-w; PAD SMT SMT元件中心与焊盘中心重合 . 标准焊接位置: 焊盘 长 -L,宽 -W; W L w l D D2 大于二分之一元件焊接端在焊盘内, 可接受 ;且元件焊接端无脱出焊盘 ;可 D1 端在焊盘内 ,可接受; D<(1/2)w 大于二分之一的元件焊接 D1<(1/2)w&