精品文献
电机前端盖
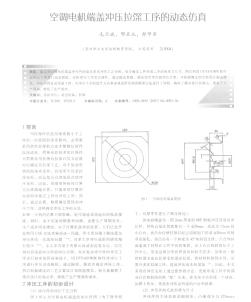
空调电机端盖冲压拉深工序的动态仿真
空调电机端盖冲压拉深工序的动态仿真——文章通过对空调电机端盖冲压件的复杂多次冲压工艺分析,初步确定工作各道工序的形状与尺寸,分析了冲压工具的合理性。
水泵电机端盖产生裂纹的粘接工艺
(1)钻止裂孔。用汽油清除裂纹线周围的污秽。找出裂纹线的始、末端,并在始末端点上用手电钻钻止裂孔二个(φ3mm)。 (2)开出V型槽。用錾子沿裂纹开出60°~70°V型槽至止裂孔为止,槽底深度为端盖厚度的40%为佳。 (3)V型槽粘接面的清洁。先用棉团润湿酒精粗擦粘接面(沿着V型槽的四周宽度各为30mm为宜)二至三次,后用脱脂棉签润湿丙酮,进行彻底精擦粘接面,至洁净为止。 (4)选胶。选铁锚牌101甲、乙两组分聚氨