精品文献
电器组装作业指导书
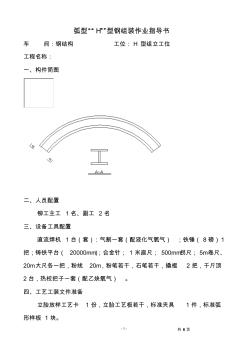
弧形H型钢组装作业指导书
共 6 页- 1 - 弧型“ H”型钢组装作业指导书 车 间:钢结构 工位: H 型组立工位 工程名称: 一、构件简图 二、人员配置 铆工主工 1名、副工 2 名 三、设备工具配置 直流焊机 1台(套):气割一套(配液化气氧气) ;铁锤( 8磅) 1 把;铸铁平台( 20000mm);合金针; 1 米直尺; 500mm拐尺; 5m卷尺、 20m大尺各一把,粉线 20m,粉笔若干,石笔若干,撬棍 2 把,千斤顶 2台,热校把子一套(配乙炔氧气) 。 四、工艺工装文件准备 立胎放样工艺卡 1 份,立胎工艺板若干,标准夹具 1 件,标准弧 形样板 1 块。 共 6 页- 2 - 五、组装步骤 1、立胎放样图,结合弧形钢梁的特点,首先由工艺员作一份详细放 样图。 如: 2、以弧形 钢梁内弧翼板弧长为基准,在铸台上做出所对应的弧长 a,用直尺划 针描出弧长线段。 3、找出弦长 a 的中心点,

PVC气管插管(ETT)组装作业指导书
1、 作业流程 ▲ ★ ★ ▲ ★ 注:流程中带有★标识的工序为质控点,品保部检验员应对其进行抽检,符合《 ETT 组装过程检验指导书》的质 量要求,填写《抽检记录表》 ;带有▲标识的工序为关键工序,品保部检验员应对其进行巡检,并填写《 ETT 组 装过程巡检记录表》 。 36、组装作业 第一步切尾端 打侧孔 切头 球囊安装 球囊压边 接头装配 安装充气管 打墨菲孔 检 验 指示气囊粘结 止逆阀安装 止逆阀指示气囊 侧线 1、置入切管治具中 2、启动启动开关 1、 把管子置入切管机器的治具中、 加强型管子按照从弹簧顶端到 切口的长度 15mm 参考下附图 2、 踏下脚动开关切管并检验良品 转入下工序、填写相关记录 检验标准 钢丝加强型管子切头后、 钢丝到末端头处的距离 15±1 ㎜、目测端头切口是否平整、 无缺口、 无斜 切 第二步打侧孔 1、安装刀具 2、校对 1、 安装侧孔刀具、 管子